A riser for ultra-deepwater drilling
April 2000 Vol. 221 No. 4 Feature Article TECHNOLOGY FROM EUROPE A riser for ultra-deepwater drilling J. Guesnon, C. Gaillard, and E. Laval, IFP The CLIP Riser was developed in F
TECHNOLOGY FROM EUROPEA riser for ultra-deepwater drillingJ. Guesnon, C. Gaillard, and E. Laval, IFP The CLIP Riser was developed in France during the 1980s by IFP and Framatome. More than a decade after its introduction, it is now manufactured and marketed, under license, by Kvaerner Oilfield Products of Houston. Its main purpose is to supply fast and safe connection of riser joints while supporting large-diameter, high-pressure kill and choke lines for ultra-deep offshore drilling applications. Two, 21-in. OD, 6,000-ft-long systems, manufactured in 1999, have been delivered to the new drillships Pride Africa and Pride Angola.
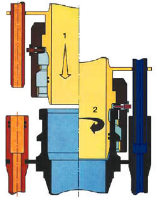
A breech-block type connector. This riser’s main feature is its coupling, which allows connection of riser joints. Considering high rig-mobilization costs, unproductive time is a big operator concern. Therefore, riser couplings must be designed to reduce operating costs by enabling short tripping time with maximum safety and reliability. CLIP technology is a unique, bolt-free, thread-free design that does not require preloading in operation. A dual row of massive lugs provides nearly 360° of axial load distribution and controlled stress concentration. Makeup is simple, reliable and preferred by the crew. The connector comprises three main pieces:
Makeup requires less than one minute: first, the pin is stabbed into the box member after straightforward self-alignment, then the outer ring is rotated 45°. The implementation is troublefree thanks to a locking pin set in the "close" position; this ensures that the full 45° rotation has been completed and prevents back-off of the ring. Connector design has been qualified through an extensive program of finite-element calculation and lab testing. According to API Spec 16R, coupling design load is 3.5 million lb. Tensile testing of a full-scale prototype showed no cracks at 6 million lb. In addition, severe fatigue testing has been performed to high levels of variable tension. Up to four, high-working-pressure (15,000 psi) auxiliary lines with a 4-1/2-in. ID can be set at the connector peripheral, along with several, lighter service lines. They are fixed onto the box member and are free to slide through a guide plate inserted on the pin member. Stop rings avoid accidental disassembling of pressurized lines. Riser design. Architecture of riser systems for deep offshore drilling depends mainly on a set of parameters related to operational and environmental conditions, namely: water depth, maximum mud density, ID and working pressure for safety and peripheral service lines, current profile and storm conditions. Riser analysis was performed with Deeplines – a specialized, in-house software marketed by Principia – for the two working modes: connected (drilling) and disconnected (standby and tripping). Deeplines was used to: 1) determine engineering parameters for the riser such as wall thickness of the main pipe and peripheral lines, apparent-weight compensation for buoyant joints, riser-top tension and tensioning requirement, and 2) analyze static and dynamic behaviors of selected riser configurations. CLIP technology improvement. To meet the highest working conditions that may be encountered (10,000-ft water depth, 17-ppg mud weight, 4-1/2-in. ID ´ 15,000-psi kill and choke lines, high currents, stormy conditions), several improvements of this technology are under development by IFP and its partners, including: 1) improvement of connector fatigue life in extreme operating conditions; 2) use of lightweight, hybrid-steel / composite tubes for kill and choke lines; 3) use of a riser insert sleeve to reduce mud volume and apparent mud weight; and 4) changing the integration of peripheral-lines design to make them contribute to the riser’s axial strength. These will expand the riser’s range of application and
make it well suited for ultra-deepsea drilling in very harsh operational and environmental
conditions. |