Subsea-certified black oil foamer solves production issues in deepwater wells
A number of technologies are available to bring liquids to surface, thus reducing hydrostatic pressure and keeping production flowing at economical rates. Commonly used deliquification technologies include artificial lift systems, such as gas/plunger lifts and electrical submersible pumps (ESP). These are all effective, but capital-intensive solutions.
Surfactant-based foamers offer a cost-effective treatment alternative to artificial lift as a means of de-liquefying wells. Foamers help remove liquid from a well by reducing the minimum velocity required to unload the liquid, known commonly as the gas critical velocity. The magnitude of this velocity is impacted by two major physical properties of the liquid—its density and its surface tension. By reducing both liquid surface tension and density, foamers subsequently reduce critical velocity.
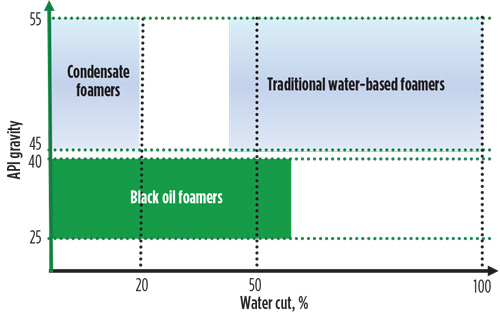
Foamers have been used for many years to successfully treat onshore gas wells. For example, the application of traditional aqueous foamers to unload brine-rich fluids from gas wells is a well-established practice. In addition, foamers have been developed and applied successfully to unload gas wells rich in condensate, and with API gravities ranging from 45° to 55°.
However, the ability to effectively and economically treat low-API-gravity oil wells has remained a challenge. Traditional foamers typically cannot form foam from black crude oils, and instead tend to produce stable oil-in-water emulsions that are very difficult to treat—particularly offshore, where the residence time in processing equipment tends to be quite short.
The shortcomings of traditional foamer chemistries in offshore oil wells prompted Baker Hughes to undertake a development project aimed at formulating a new black oil foamer. This would extend the foamer operating envelope by assisting crude oil unloading, and achieving smoother production profiles in low-pressure offshore wells producing low gravity crudes, Fig. 1.
SCREENING PROCESS
To reliably meet the widest array of field application requirements, the black oil foamer needed to work effectively with a broad range of crude oils. The foamer also would have to be capable of both batch applications and continuous applications via umbilical, capillary or gas lift.
Candidate oil foamer chemistries were screened in a range of laboratory tests designed to understand their foaming properties and chemical stability under a variety of common offshore conditions.
Dynamic foam column tests. A laboratory dynamic foam test column is used to evaluate materials for their potential to foam crude oils and reduce oil density. The column is water-jacketed to heat the oil and simulate foamer application temperatures. In these lab tests, 100 g of fluid are typically added to the column, and methane is purged at the desired flowrate through a glass frit located at the bottom of the column. After the fluid is heated to the desired temperature, the foamer is added to it.
This test column can be used to simulate both batch and continuous treatment. For a batch-application scenario, a desired dosage of the oil foamer is applied to the fluid from the top of the column. To simulate continuous treatment, an insert containing a port with a septa cap is added between the glass frit and the bottom of the column, and the foamer is injected incrementally into the fluid through a needle inserted into the port. The amount of foaming is then measured after each addition.
If the test column fills with foam, it may begin to “unload,” with foamed fluid exiting through a side-arm assembly at the top of the column. This foamed fluid is collected in a bottle, and the weight of the unloaded fluid is measured to evaluate the foamer’s performance in a batch-treatment scenario. A higher percentage of unloaded foamed fluid indicates that the foamer is more effective in that fluid.
To determine the effectiveness of the foamer for a continuous treatment application, in which the objective is to reduce the density but not necessarily unload fluid, the volume expansion is measured as a function of foamer dosage. Higher volume expansion is correlated with increased foamer effectiveness.
Subsea qualification testing. For onshore continuous injection applications, foamers are typically deployed into the well via a capillary string. But for subsea wells, deployment is complicated, because the foamer must be injected through a miles-long umbilical at the seafloor, where ambient temperatures are just a few degrees above freezing. These conditions introduce additional challenges related to product stability and compatibility, and raise the possibility of umbilical plugging that leads to: increased HSE and operational risks; delays/downtime; costly repair and replacement; and deferred production.
To determine a product’s suitability for subsea injection under these conditions, the service provider uses its FATHOM XT deepwater subsea certification program—a rigorous design, testing, and screening process to confirm reliability, deliverability, and system compatibility. During the validation process, a series of 16 tests is performed to evaluate each product’s performance within these three major criteria:
- Reliability tests are performed to gauge a product’s stability and ability to withstand sedimentation, phase separation, and haze development. Specific tests include low- and high-temperature stability, stability under temperature cycling conditions, high-pressure umbilical, high-temperature capillary, and long-term “shelf” stability under storage and transportation conditions.
- Deliverability tests are aimed at achieving a sufficient injection rate in long, small-bore umbilical tubes. These tests examine physical and chemical properties, including hydrate formation susceptibility, pour point, general viscosity, high-pressure viscosity, and density.
- System compatibility analysis ensures that the product is compatible with standard metals and soft goods used in the construction of the chemical injection and delivery system. Tests include electrochemical pitting susceptibility, metals compatibility, non-metals compatibility, fluid-fluid compatibility, and vapor pressure.
After a product has been qualified for subsea applications through the process, specific manufacturing protocols are followed. These include quality control checks for all raw materials, intermediates, and the final product. A product-specific filtration procedure also is followed, to ensure that the product is contaminant-free and meets required cleanliness specifications prior to injection down the umbilical.
SUBSEA-CERTIFIED FOAMER
This comprehensive screening process guided the development of a new FATHOM XT SUBSEA black oil foamer, an oil-soluble technology designed to foam crude oil containing up to 60% water. The product can be used on either a batch or continuous basis, depending on the nature and severity of the crude oil loading problem and the ultimate treatment objectives. Typical batch dosage is between 30,000 and 150,000 ppm, based on the fluid volume in the well. When applied continuously, dosages are typically 500 to 5,000 ppm, based on total fluids production.
The product can be added directly to the well without prior dilution. In addition to enhancing production of liquid-loaded oil wells, the foamer can be used to restart production of shut-in wells and shows a wide temperature stability range. It may be stored at temperatures as low as –45°F, and is approved for capillary string applications in temperatures up to 200°F.
PROVEN PERFORMANCE
The black oil foamer has been used to boost oil production rates, reduce slugging and extend well flow in a number of deepwater wells since its initial development. One deepwater operator in the Gulf of Mexico experienced intermittent flow in a subsea well, due to low reservoir pressure and liquid loading issues. The well, a 2-mi subsea tieback in 3,500 ft of water, was shut in for extended periods of time—typically six months—to allow sufficient time for pressure to build up to unload the tubing and flowline.
After this period, the well was brought back into production, but pressure quickly dropped, such that the well only produced for approximately two weeks before it had to be shut in again for another six months. To solve the issue, the operator asked Baker Hughes for an alternative solution that would help reduce downtime and increase production.
The service provider recommended FATHOM XT SUBSEA black oil foamer as the solution. Multiple field trials conducted in the Gulf of Mexico indicated that the product would not produce any issues with respect to oil/water separation and produced water discharge.
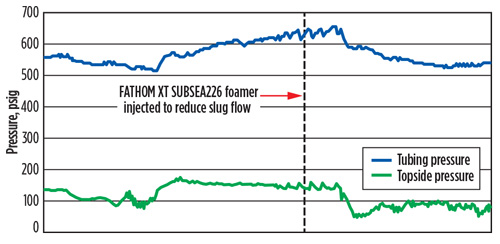
The foamer was applied through an umbilical to the subsea tieback. After an initial batch treatment and subsequent continuous treatment, the well began to produce fluid, and the tubing pressure soon stabilized. At this point, the operator decided to shut off the foamer and monitor the results.
The well produced with no foamer for a short period of time, until the tubing pressure began to fluctuate, and slugging was observed in the flowline and riser. The continuous injection of black oil foamer then resumed, and the dosage was optimized to a point where slugging was mitigated and pressures stabilized, Fig. 2. The well flowed for two months with the continuous black oil foamer treatment, until it was shut in at the customer’s discretion.
The foamer application also improved the production cycle for the well from two weeks to two months, and reduced shut-in time from six months to two without causing any topsides separation issues. When extrapolated annually, this increased production uptime equates to 450,000 additional barrels of recovered hydrocarbons.
Additional deepwater GOM operation. In another application in the deepwater GOM, the black oil foamer was used in a 13,500-ft well that had been shut in for 11 months. The well, which was located at a water depth of 3,214 ft, experienced continuous liquid loading problems, due to a decrease in reservoir pressure that began shortly after production commenced.
The service provider was asked to investigate the issue and develop a liquid loading strategy that would enable sustained flow from the well. After reviewing previous well analyses, the company determined that the well was within the acceptable range of API gravity and water cut to be a candidate for a black oil foamer.
Laboratory screening tests were conducted to find the optimal foamer chemistry, using an analog oil sample from a similar reservoir for performance testing. Testing included both foamer and defoamer testing, using the sparge tube graduated cylinder method.
After evaluating the black oil foamer chemistry, the service company recommended the same product that was used in the previous mentioned application, which would be injected at a rate of 2,000 ppm downhole through a capillary string. In addition, a defoamer product was recommended to mitigate any sustained foaming issues in the topsides equipment.
Material and fluid compatibility testing confirmed that the foamer could be used without issue in the capillary string for this application. Baker Hughes chemists and foamer application experts met with the operator’s own subject matter experts to discuss the results. Chemical samples were also evaluated in the operator’s labs to confirm the initial lab testing. This gave the operator confidence to accept the chemical recommendations and move the project forward.
In February 2017, the well was initially brought back into production without the use of the black oil foamer, which led to well slugging and non-sustainable flow. Approximately 14 hr after initial flow, the black oil foamer was injected into the downhole injection port, which was located at a depth of approximately 6,500 ft in the well.
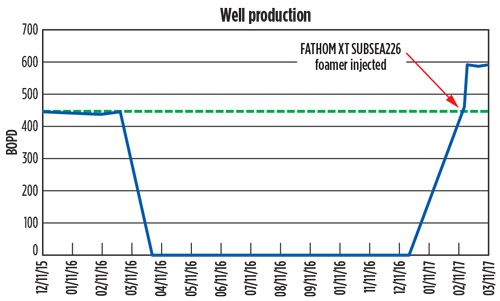
Within 8 hr of injection, slugging was reduced to negligible levels, and production reached a maximum of 1,200 bopd—a dramatic improvement to the previous well production of 462 bopd recorded in March 2016. No foaming issues were observed in the associated topsides processes.
The following two well tests resulted in production rates averaging 596 bopd with non-slug flow, Fig. 3. Overall, well production increased 30%, with no signs of loading up. Sustained production from the well resulted in a 25% increase in daily oil production for the platform connected to the well.
The well is expected to experience 150 days of additional sustained production, due to the black oil foamer’s ability to reduce slugging and increase the total flowrate, resulting in a cumulative increase in production of 90,000 bbl of oil.
Based on this initial success, the operator is looking for application opportunities for the product on its other deepwater assets.
CONCLUSION
In a growing number of field trials, the subsea-certified black oil foamer continues to demonstrate a unique ability to reduce slugging in subsea wells and effectively treat liquid-loaded wells. It also shows promise as a means of optimizing gas lift for aging production wells, providing operators with a novel approach to improving artificial lift performance and extending well life. ![]()
- Applying ultra-deep LWD resistivity technology successfully in a SAGD operation (May 2019)
- Adoption of wireless intelligent completions advances (May 2019)
- Majors double down as takeaway crunch eases (April 2019)
- What’s new in well logging and formation evaluation (April 2019)
- Qualification of a 20,000-psi subsea BOP: A collaborative approach (February 2019)
- ConocoPhillips’ Greg Leveille sees rapid trajectory of technical advancement continuing (February 2019)

