A practical alternative to wellbore stress augmentation methods prevents severe mud-loss problems.
Eric van Oort, Shell E&P Co.; Jim Friedheim, John Lee, Mark Sanders and Toby Pierce, M-I Swaco
A different take on the widely promoted near-Wellbore Stress Augmentation (WSA) approach to strengthening wellbores significantly reduced Non-Productive Time (NPT) related to lost circulation in a number of Gulf of Mexico deepwater wells. Using the Fracture Propagation Resistance (FPR) model, which predates WSA and is based on principles set down by DEA 13, Lost Prevention Material (LPM) was applied continuously in the drilling fluid. The FPR mechanism, which requires no dedicated squeezes or “start-stop” operations that interfere with drilling operations, reduced mud losses up to 80% during drilling, running casing and cementing operations. Furthermore, a specially engineered LPM recovery system resulted in up to 86% efficiency in recovering the LPM not consumed downhole.
Consequently, in these applications, the FPR methodology removed lost circulation as being one of the top three causes of costly and time-consuming NPT. Furthermore, it is anticipated that as the FPR approach is more widely accepted, the incidence of NPT related to lost returns could disappear from the category of worst offenders.
The problems associated with lost circulation are particularly magnified in deepwater and other challenging applications. Here, the difference between success and failure often depends on the available drilling margin or mud window, defined as the difference between fracture gradient and pore pressure (or mud weight required to prevent borehole collapse, whichever of the two is higher). Millions of dollars are frequently wasted on either well control or borehole collapse problems on one hand, or lost circulation on the other, while trying to juggle an insufficiently large drilling margin. No wonder that considerable attention has been paid to developing wellbore strengthening methods that extend this margin in some form or fashion.
The concept of artificially augmenting the naturally occurring stress concentration around a newly drilled wellbore to elevate the effective fracture gradient has been well-published.1-2 These techniques rely on deliberately fracturing the near-wellbore zone (fracture dimensions differ for the different approaches), and packing the fractures with solids that will keep them propped open. Accordingly, this has the effect of imparting additional compressive stress in the near-wellbore region that adds to the tangential (hoop) stress. WSA’s practical implementation in the field is non-trivial. Dedicated “frac and pack”-type squeezes using LPM, specifically selected for their compressive strengths and delivered in specially formulated squeeze pills, can detract from drilling progress and add significant additional time and cost to the well. Moreover, WSA methods generally “look backward,” rather than forward, by strengthening formations already drilled, but providing no protection against potentially troublesome formations to be intersected after the squeeze application.
FPR APPROACH TO LOST CIRCULATION
A new take is provided by a model that pre-dates the aforementioned near-Wellbore Stress Augmentation (WSA) methods. The Drilling Engineering Association’s Project 13 (DEA 13)3 studied the difference in fracture initiation and propagation behavior between Oil-Based Mud (OBM) and Water-Based Mud (WBM). While the studies found that Fracture Initiation Pressure (FIP) was indifferent to mud type and formulation, significant differences were found between OBM and WBM systems in their fracture propagation behavior. These were explained by considering variation in fracture tip screen-out behavior for the different drilling fluids, Fig. 1. It was shown that the observed differences in Fracture Propagation Resistance (FPR) can translate into a dramatic difference in the effective fracture gradient, and thus the associated drilling margin, in the field. The fundamental difference between WSA and FPR approaches to wellbore strengthening is highlighted in Fig. 2, showing an idealized Leak-Off Test (LOT) response before and after each treatment. Since WSA aims to modify the near-wellbore stress state, its effect should alter the FIP, which depends on near-wellbore tangential stress. By contrast, no change in FIP is expected using the FPR method, which aims to extend the range of stable fracture propagation. It is noted that published data1 preferentially supports the FPR approach, in which fracture tip isolation or shielding is the dominating mechanism and no change in FIP is observed.
 |
|
Fig. 1. Schematic of DEA 13 findings on the fundamental mechanistic differences between fracture pressure shielding from tip (and thus an increase in FPR) for WBM (top) versus lack of fracture pressure shielding of tip in an OBM (bottom), and thus a reduction in FPR.
|
|
 |
|
Fig. 2. Two fundamentally different theories leading to the mitigation of losses into fractures: a) Wellbore Stress Augmentation (WSA), which would be expected to raise fracture initiation pressure, and b) Fracture Propagation Resistance (FPR), in which fracture initiation pressure remains unchanged, but the range for stable fracture propagation is extended.
|
|
The FPR model opens up several possibilities not offered by the WSA approach: 1) products no longer have to be selected for compressive strength, opening up a larger array of potentially useful LPM; 2) FPR does not require dedicated pill formulation and thus can be applied in regular drilling fluid; 3) FPR does not require dedicated squeezes and can be applied continuously while drilling, thereby offering continuous wellbore protection of newly excavated rock.
In order to fully exploit the benefits of FPR, the first step was to identify the most effective mix of LPM that would work in the Synthetic-Based Mud (SBM) formulations Shell uses to drill some of its most challenging deepwater wells, and then to develop an elegant solids control technique that would allow continuous application and recovery of the LPM. Once both conditions were met, continuous borehole strengthening through FPR was applied on actual deepwater near-salt and waterflood wells in the field.
EXPERIMENTAL TEST DESIGN
Any theory explaining a particular problem is ultimately judged by its practical application. However, before practical application can be pursued, supporting laboratory test data may be useful and desirable. For the case of fracture sealing and increasing the FPR, several studies have been undertaken including one in 20004 and an extension of this in 2003.5 From this latter effort, a unique testing device that could mimic fractures of variable widths in impermeable rock was fabricated and used as a centerpiece to study the effect of various drilling fluid additives on the sealing of fractures and mitigation of fracture propagation.
The fracture test device developed as a key component of this study used two matched 2½-in. (6.35-cm) diameter corrugated aluminum platens to simulate formation fracture faces. One platen is fixed, while the other is allowed to move freely, albeit under a confinement pressure, Fig. 3. Three high-precision syringe pumps, used in conjunction with two accumulator/reservoir vessels, were employed to control the drilling fluid and fracture-tip pressures within the fracture cell, while keeping the fracture closure pressure constant. Given that these pumps could accurately measure both delivered and received fluid volumes, they also were used for monitoring the volume of fluid collected from the fracture tip and the fracture-closure volume, which is a means for estimating any propping within the fracture cell.
 |
|
Fig. 3. Schematic of a fracture cell apparatus used to identify the most effective LPM for FPR purposes.
|
|
The key elements of this fracture tester allow not only for the fracture sealing effectiveness to be measured by monitoring the maximum mud pressure to the point of seal failure, but also total leak-off of fluid through the tip of the fracture, which provides a direct indicator of potential fracture propagation, Fig. 4. The operation of the impermeable fracture test apparatus involves pumping a test fluid, invariably containing LPM, through the open fracture of the fracture cell and into the fracture tip accumulator cell.
|
|
|
Fig. 4. Example test runs: a) A Synthetic-Based Mud (SBM) without any LPM shows no control of fluid leak-off to the fracture tip and no mud pressure buildup to demonstrate fracture sealing; b) The same SBM but with 15.5 lb/bbl of a specifically sized graphite and cellulosic blend that builds a fracture sealing pressure of over 500 psi and stops flow to the fracture tip.
|
|
Accordingly, the effects of the fluid and/or bridging material on a fracture of pre-determined width can be determined by monitoring the mud pressure, which is variable and dependent upon the quality of fracture seal. This, in turn, provided a relatively simple means of screening a number of materials that could potentially seal and prop fractures, also providing an understanding of key characteristics of LPM needed for good performance for not only fracture sealing but also reducing leak-off of fluid through the fracture tip.6
LPM SELECTION AND CONTINUOUS RECOVERY
Many tests were performed with this equipment with a wide diversity of materials, using fracture sizes ranging from about 300 to 1,000 microns. The tests were performed with a view of evaluating the relative performance and key characteristics of various types of LPM, with, among other factors, surface morphologies, shape, resilience and particle size distribution. The key characteristics that have been found to be important to the overall performance of an LPM are7 (in descending importance):
- Size
- Particle Size Distribution (PSD)
- Concentration
- Shape (spheroidicity/aspect ratio)
- Other, less important factors such as surface texture, compressive strength, bulk density, resiliency, etc.
The best materials shown in the laboratory for consistently good fracture sealing and minimizing or eliminating leak-off through the fracture tip were specifically sized synthetic graphite and proprietary oil-wet cellulose particles. Calcium carbonate was found effective as a filler to improve particle packing. Fracture testing also revealed that blends of these materials accentuate the positive performance aspects of each component and can address the limitations of individual components.
While field applications of these recommended products and blends have met with success, the importance of the concentration of the additives also was quickly recognized.8 To maintain effective concentration levels of LPM additives at the rig site, special configuration of solids control equipment was required; this met with mixed success in maintaining sufficient LPM quantities and increasing FPR, while at the same time providing low enough gravity solids for good drilling fluid properties. This situation led to the development of complementary technologies focused on the recovery and reuse of LPM.9
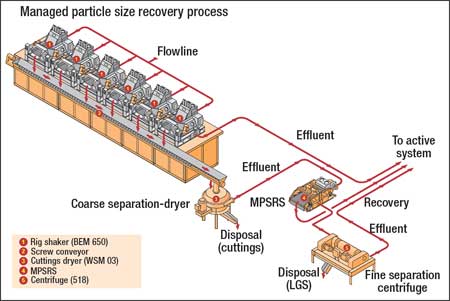
A Managed Particle Size Recovery System (MPSRS) was developed that consisted of a series of solids control equipment arranged to remove the drilled cuttings and low-gravity solids while recovering the desired LPM of sizes beneficial to raising FPR, Fig. 5. The transport system collects the cuttings discharged from the shale shakers using 9-in. augers and pushes them to the cuttings dryer. The cuttings dryer separates coarse cuttings from the fluid, which is gravity fed to a managed particle-size recovery shaker to further separate the LPM from the recovered drilling fluid. The recovered LPM is recycled back to the active system, and the rest of the drilling fluid can be further processed by a centrifuge to remove low-gravity solids before completing the fluid cycle. The recovery process enables a continuous treatment of the drilling fluid with desired LPM for increasing the FPR while effectively removing undesirable drilled solids from the drilling fluid to avoid adverse impacts on rheology and Equivalent Circulating Density (ECD).
|
|
|
Fig. 5. The Managed Particle Size Recovery System (MPSRS) used on the rig for recovery and re-use of loss-prevention materials.
|
|
After evaluation of the analytical and economic data, the MPSRS was able to operate successfully as an economically viable process. Test data indicated that the unit could recover as much as 92% of the LPM sent to it by the dryer, the unit would not introduce harmful fine solids into the drilling fluid system, and the recovery of valuable material far outweighs the operating cost of the unit. By introducing the MPSRS to field operations, achievable concentrations of LPM were now in the range of 10-20 lb/bbl compared to restriction that allowed only a maximum of 10 lb/bbl using conventional techniques (e.g. using course shaker screens and increased dilution rates).
FIELD APPLICATION
These technologies were subsequently applied to a field problem in which development wells had been encountering massive losses after drilling through severely depleted sand sections. Two separate sets of deepwater (>3,000-ft water depth) wells in the Mars-Ursa area of Mississippi Canyon in the central Gulf of Mexico were both faced with multiple depleted zones above the intended target sand.
The first well (Offset A, Fig. 6) was a near-salt/subsalt well which, due to subsidence from extensive production, had sustained several problems including severe losses in thief zones, as well as a very tight drilling margin (< 0.5 lb/gal). The other well (Offset B, Fig. 6) had to drill into a substantially produced formation which suffered severe losses in excess of 300 bbl/hr thought to be due to induced fractures that subsequently were aggravated by the initial losses to the formation; Attempts to mitigate this situation led to further downhole mud losses.
|
|
|
Fig. 6. Reduction in mud losses, in bbl per ft and bbl per unit of well complexity (Dodson’s MRI), before and after the Managed Particle-Sized Recovery System (MPSRS) allowed concentrations of the specifically designed Loss Prevention Material (LPM) blend to be elevated to recommended levels.
|
|
These losses ultimately resulted in the requirement for sidetracks to be drilled for both wells, despite the fact that 10-12 ppb LPM was applied in the conventional way using sweeps.
Studies utilizing the fracture test apparatus with a fracture size selected as realistic based upon geomechanical estimates led to the development of an optimized blend of specifically sized graphite, a proprietary oil-wet cellulosic material and minor amounts of calcium carbonate as a filler. This optimized result is given in Fig. 4b. In addition to creating an effective fracture seal, as illustrated by the increased mud pressure, the tip-loss or conduction-loss volumes through the fracture tip demonstrate the ability to shut down potential fracture propagation. In the case of the latter, recorded fluid loss volumes are cumulative. Thus, the flatter the slope, the lower the conduction loss and the better the seal with respect to fluid loss through the effective fracture tip.
To attain the desired concentrations of LPM blend, the MPSRS was utilized for the applications following Offset Wells A and B. These subsequent applications, first approaching and then attaining the recommended levels of LPM by utilizing the MPSRS, showed a dramatic reduction in mud losses and costs associated with the problem of lost circulation, Fig. 6. The learning curve for lowering total losses by field implementation becomes apparent when one looks at the chronological progression of the combination of specific LPM blend and MPSRS, Fig. 7.
|
|
|
Fig. 7. Chronological progression of reduction of mud losses per foot after implementing both the recommendation of using a specific blend of Loss Prevention Material (LPM) with the Managed Particle-Size Recovery System (MPSRS) for continuously strengthening the wellbore.
|
|
Of course, applications using elevated levels of LPM while drilling are not new-every operator and mud company has experimented with this at one time or another. But these applications invariably run into two problems: 1) either shakers are left unchanged and LPM needs to be replenished continuously, creating a logistical nightmare and adding significant cost to the mud bill due to the excessive amount of LPM consumed and discarded, or 2) shakers are bypassed, thus abandoning good fluids management as high levels of (low-gravity) solids are retained in the mud and dilution rates have to be increased by necessity to maintain mud viscosities and gels. MPSRS not only avoids these adverse situations, but, in fact, provides a remarkably simple and elegant solution to the solids control problem--it allows for the high-LPM concentrations necessary for effective FPR to be retained without compromising good solids control and overall mud management, Fig. 8.
|
|
|
Fig. 8. Illustration of the ability to manage Low Gravity Solids (LGS) while increasing the concentration of Loss Prevention Material (LPM) in the drilling fluid by using the Managed Particle Sized Recovery System (MPSRS).
|
|
CONCLUSIONS
FPR, based on DEA13 principles, presents a key mechanism to achieve borehole strengthening on any wells that may benefit from an enhanced drilling margin. FPR has a different take on material type/strength than WSA, and allows user-friendly continuous LPM delivery into the drilling fluid. No dedicated squeezes, or associated “start-stop” operations interfering with drilling progress, are required.
The field application validated that a fine-tuned, broad PSD blend of LPM (graphite/fiber) based upon lab investigations works in general for Gulf of Mexico applications. To enable continuous application of LPM, a recovery mechanism was successfully developed, tested and implemented with recovery efficiencies up to 86% (not counting downhole LPM consumption). Continuous borehole strengthening was applied on a number of GOM deepwater wells, with reduction of mud loss while drilling, running casing and cementing up to 80%.
The FPR approach is currently being exported to low-cost land wells drilled in highly depleted environments. Preliminary analysis has shown that even in such an environment, FPR should be able to deliver mud loss prevention and mud recovery results that more than justify its costs. 
LITERATURE CITED
1 Aston, M. S., Alberty, M. W., McLean, M. R., de Jong, H. J. and K. Armagost, “Drilling fluids for wellbore strengthening,” SPE 87130 presented at the SPE/IADC Drilling Conference, Dallas, March 2-4, 2004; Alberty, M. W. and M. R. McLean, “A physical model for stress cages,” SPE 90493 presented at the SPE Annual Technical Conference, Houston, September 26-29, 2004.
2 Dupriest, F. E., “Fracture Closure Stress (FCS) and lost returns practices,” SPE 92192 presented at the SPE/IADC Drilling Conference, Amsterdam, February 23-25, 2005.
3 Morita, N. et al., “Theory of lost circulation pressure,” SPE 20409 presented at the 65th SPE Annual Technical Conference and Exhibition, New Orleans, La., Sept. 23-26, 1990; Onyia, E. C.: “Experimental data analysis of lost-circulation problems during drilling with oil-based mud,” SPEDC, March 1994, pp. 25-31.
4 GPRI Project #33: Minimizing Lost Circulation Problems in Synthetic Muds.
5 Fracture Studies Joint Industry Project (JIP), M-I Swaco, 2004-2006.
6 Sanders, M., Young, S. and J. Friedheim, “Development and testing of novel additives for improved wellbore stability and reduced losses,”
AADE-08-DF-HO-19 presented at the AADE Fluids Conference and Exhibition, Houston, April 8-9, 2008.
7 Friedheim, J., Sanders, M. and N. Roberts, “Unique drilling fluid additives for improved wellbore stability and reduced losses,” presented at the SEFLU Conference, Margarita Island, Venezuela, May 19-23, 2008.
8 Tehrani, A., Friedheim, J., Cameron, J. and W. Reid, “Designing fluids for wellbore strengthening - Is it an art?” AADE-07-NTCE-75 presented at the AADE National Technical Conference, Houston, April 10-12, 2007.
9 van Oort, E., Browning, T., Butler, F., Lee, J. and J. Friedheim, “Enhanced lost circulation control through continuous graphite recovery,” AADE-07-NTCE-24 presented at the AADE National Technical Conference, Houston, April 10-12, 2007.
|
THE AUTHOR
|
|
|
Eric van Oort is Well Planning and Business Improvement Manager for Shell E&P Americas in Houston. After receiving his PhD in chemical physics in 1990, he joined Shell Research in The Hague in 1991 to work on shale stability problems and drilling fluid design. He moved to the US in 1996 as a borehole stability and fluids R&D team lead. From 2000 onwards, he has directed operations support for Shell E&P Americas in the areas of drilling fluids / cementing and real-time operations centers (RTOC).
|
|
| |
Jim Friedheim is Corporate Director of Fluids Research and Development for M-I Swaco in Houston. After earning a PhD in organic chemistry from University of Texas at Austin, Friedheim joined IMCO Services as a Drilling Fluids Engineer working in the GOM and South Texas. In 1987, he transferred into M-I Drilling Fluid’s Product Development Group and, in 1991, moved to Aberdeen to the company’s International Technical Center. He later joined the marketing department, before returning to Fluids R&D.
|
|
| |
John Lee is a Team Leader of Product Application at M-I Swaco’s R&D Department. He received his PhD in geosciences and joined IMCO Services, now M-I Swaco, in 1984. Lee has worked in the field, R&D and analytical departments. His specialization is in clay mineralogy and shale stabilization. Lee has developed various water-based and invert drilling fluid systems to enhance shale inhibition and wellbore stabilization.
|
|
| |
Mark Sanders is Team Leader for M-I Swaco’s R&D Customer Focus Group in Houston. Sanders earned a BSc with honors in chemistry from The Open University, Milton Keynes, UK. He has 21 years of experience in the industry, beginning as a Research Assistant with Schlumberger Cambridge Research, followed by four years in Paris with Sedco Forex. Sanders transferred to Aberdeen in the early 1990s with Dowell Schlumberger holding a number of positions within laboratory management and technical services. He joined M-I Swaco in the late 1990s, holding positions within Aberdeen Technical Services before transferring to Houston in 2006.
|
|
| |
Toby Pierce has been in the industry since 2001. Pierce earned a BS in chemistry in from Stephen F. Austin State University. He has served as Mud Engineer, Project Engineer and, currently, as an Account Manager for M-I Swaco.
|
|
| |
|


