Protecting the Environment
New take on centrifuge processing solutions for production, separation and cleanup
Originally designed for nuclear processes, and later envisioned to handle big oil spills, the technology has been found useful for many other tasks, including cleaning bilge water, completion fluid recovery and solids removal
Perry A. Fischer, Editor
Centrifuges have been employed for mining and related processes for many years. However, their capital cost, frequent and expensive maintenance, and sensitivity to process changes have limited the application of this technology. Houston-based Costner Industries Texas, LP (CIT) brings to the oil field a simple, easy to operate, and reliable centrifuge. Recent advances in centrifuge design, coupled with experience gained in separating oil from water, provide alternatives for oil production operations.
BACKGROUND
Annular centrifugal contactor design and development has been pursued by various Department of Energy (DOE) labs for more than 30 years. It has been used in the solvent extraction of metals valuable to the nuclear industry. It is simple to operate and has a low maintenance design, which is essential for remote operation in radioactive processes. Commercialization of this technology began in 1990 with a patent for continuous separation of hydrocarbons from water. The centrifuge design has been further improved and scaled up to flowrates of thousands of barrels per day.
Enter Oscar-winning actor Kevin Costner, who wanted to provide a more efficient environmental clean-up method for industries worldwide and make money while doing it. This commitment to profit and environmental preservation is Costner’s vision. CIT is a privately held partnership that is majority-owned by Costner. The company was formed more than seven years ago after obtaining a license for the device from DOE (INEEL). It focuses on providing the newest liquid centrifugal processing equipment and turnkey solutions to industry. The liquid/ liquid centrifugal technology has many applications in many industries, including food, pharmaceutical, printing and mining, where hundreds of CIT machines have been installed worldwide. It recently began moving into the oil patch.
HOW IT WORKS
The annular centrifuge is a vertical, direct drive, low-speed centrifuge that is capable of both mixing and separating liquids in a single unit. Design improvements well beyond the original invention enhanced the centrifuge’s capabilities and efficiency in two-phase liquid separation.
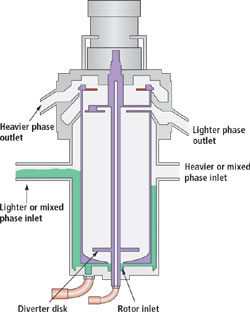
By spinning two fluids of different densities within a rotating container or rotor, the heavier fluid is forced to the inside wall of the rotor while the lighter fluid is forced toward the center. In Fig. 1, the mixed fluid is shown in green, the lighter phase fluid in yellow and the heavier phase fluid in blue. The input fluids enter already mixed (separation process) or independently (extraction process) through one or both inlets. The fluids mix in the annulus between the rotor and the inside of the housing in the mixing zone, then feed through an inlet at the bottom of the rotor. A diverter plate or disk is used to direct the fluid to the inside of the rotor sleeve. As additional fluid is introduced, fluid within the rotor is forced upward to the rotor underflows and weirs. The light-phase fluid flows toward the center of the rotor (shown in yellow) where it exits the rotor over the lighter-phase weir through the lighter-phase outlets. The heavy-phase fluid continues up the rotor (shown in blue) through the underflows, then exits over the heavy-phase weir.
 |
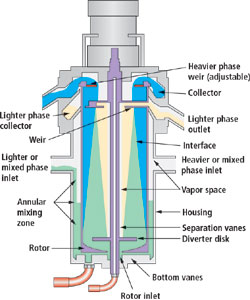 |
Fig. 1. (a) Flow streams for mixed liquids (green); and (b) separated liquids (blue and yellow).
|
|
Using the low mix mode, oil in water concentrations at the outlet typically range 15 ppm to 150 ppm, depending on process conditions. BS&W in oil of less than 1% can be achieved in heavier oil stocks and are even lower for light crudes and refined products. The newest design is capable of processing input oil-water ratios varying from 0% to 100% without adjustment.
Typical rotor sizes vary from 2 in. to 20 in. Units range from 2 ft to 10 ft in height, 0.125 hp to 60 hp, and weigh 25 lb to 6,850 lb. Throughput ranges from 17 bpd to 6,800 bpd. A much larger 12,000-lb unit is being developed with a 36-in. rotor with 100 hp and 20,500-bpd capacity.
SIMPLE MAINTENANCE
A clean-in-place option and an easily disassembled rotor design make maintenance easy.
Clean-in-place rotor. Large, high-volume annular centrifugal contactors require a rotor-bottom tail shaft to add stability. These rotors are suspended between an upper and lower bearing and, coupled with size and weight, make frequent disassembly for cleaning impractical. A clean-in-place rotor has been developed and patented. It comprises numerous spray nozzles and is installed in the rotor’s central hollow shaft. It delivers a cleaning solution to the inside wall for efficient solids removal. The entire process can be automated to clean multiple centrifuges sequentially, requiring only five minutes per unit.
Take-apart rotor design. Many process streams include small amounts of solids and particulates that can build up on the internal rotor wall. Eventually, these solids will impact the separation efficiency of the centrifuge. The frequency of cleaning is dependent on the percentage of particulates in the process stream. Cleaning of the annular centrifugal contactor can be accomplished in two ways. On the two smallest models (up to 170 bopd), the rotor can be completely disassembled and removed from the housing with simple tools for cleaning and inspection/ cleaning of the internals. Both units use a rotor suspended from the upper bearing housing to enhance disassembly and simplify the design.
APPLICATION EXAMPLES
Table 1 lists oilfield applications for this technology. Some specific examples follow.
| |
Table 1. Oil & Gas centrifuge applications |
|
| |
Solids control |
|
| |
Slop oils |
|
| |
Crude dehydration |
|
| |
Crude desalting |
|
| |
Produced water treatment |
|
| |
Drain water de-oiling |
|
| |
Cleaning diesel fuel oil |
|
| |
Cleaning of crude fuel oil |
|
| |
Acid flowbacks |
|
| |
Bilge water/oil separation |
|
| |
Oil spill clean-up |
|
| |
Oil separation from aqueous wastes |
|
|
Well completion fluid recovery. Oil production service operators are using CIT centrifuges for oil/water separation from various process streams, Fig 2. Well stimulation by acidification creates dispersed oil in acid and seawater. This mixture often separates very slowly under normal gravity decant conditions, which delays job completion due to waste discharge limitations. Typical process flows of 50 – 70 gal/min. have been efficiently separated using 16- and 20-in.-dia. rotor models in offshore locations by ETT Systems, a well service provider in the Gulf of Mexico.
 |
Fig. 2. Several CIT centrifuges at work separating liquids on platform offshore West Africa.
|
|
They have also successfully separated and recovered well completion fluids from oily mixtures, shortening turn-around time and eliminating the need to transport fluids to shore for separation, recovery and disposal. These and many similar applications are well suited to this technology due to its portability, simplicity, ease of operation and ability to process oil-water ratio swings of 100% in composition at various flowrates.
Backwash water applications. In meeting today’s standards for overboard produced water, many operators are using nut-shell filters to ensure that water disposal levels do not exceed 5 ppm. Along with these filters, operators sometimes use back-washable filters; large amounts of water are needed in cleaning both of these filters. The new centrifuges are being used to treat backwash filter liquids and make it possible to treat water offshore, disposing only the filtered solids.
In a recent case, 900 bbl of backwash were being produced by the primary filtration system and, because of the solids contained, would have to be transported back to shore. By incorporating centrifuges, water containing over 4% solids was reduced to less than .001% and could easily be reprocessed through the main produced water system, with only the solids gathered and shipped to shore.
Sludge pits. To realize Costner’s vision of being environmentally proactive, the company is providing turnkey solutions for treating sludge pits. In many cases, sludge pits have been neglected, causing ground contamination. CIT has developed a recovery system that is timely, efficient and reliable. By incorporating heat, chemicals and ground-remediation solutions with its centrifugal separation process, CIT can achieve its environmental goals while realizing a secondary benefit of recovering waste oil.
The company believes it has a competitive advantage because it offers a simple technology that requires minimum maintenance and supervision, and a small footprint that can be crucially important when dealing with space restrictions. 
ACKNOWLEDGMENT
Some of the material for this article was derived from “Annular Centrifugal Contactors Efficiently Separate Two Phase Condensates,” by D. Meikrantz, S.B. Meikrantz and J. Grunwell,” prepared for presentation at the Chemical Engineering Expo, Houston, Texas, June 1999. The author thanks Patricia Martinez with CIT for her assistance.
|

