Reliable field compression provided by 5.7-L engine
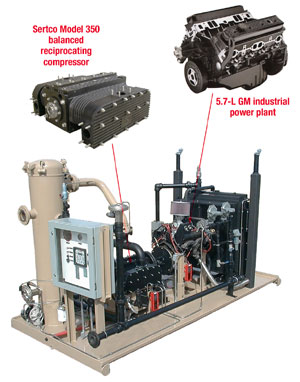
Reliable field compression provided by 5.7-L engineHarry Huey, * Engine and Compressor Services, Inc., Elk City, Oklahoma; Rick Crouch, ** Sertco Industries Inc., Okemah, Oklahoma; and Thompson Speir, *** Speir Compression, Okemah, Oklahoma Bottom line. Since testing an initial prototype in 1999, Engine and Compressor Services, Inc. (ECSI), has been employing Sertco Model 350 compressors using 5.7-L, General Motors (GM) industrial engines in its compression leasing fleet. ECSI now has three units deployed in Oklahoma and Texas, in wellhead compression and well testing applications. Examples of production increases in well tests for three large independents include 100 Mcfgd from 40 Mcfgd, 200 Mcfgd from 5 Mcfgd, and 420 Mcfgd from 100 Mcfgd. Despite harsh conditions in many well testing environments, only minor breakdowns have occurred. ECSI is now buying production to directly benefit from compressor installation. Problem addressed. Field compression units have served operators for years, but they must be durable when field conditions are harsh. Uptime is paramount, so unit design and manufacturing must consider the field conditions to be encountered. Yet, designers must achieve a low cost, so the units can be used profitably by producers. The challenge for a producer or a firm leasing equipment to oil companies is to find a lower-cost unit – with reduced maintenance and operating expenses – that will still provide reliable, continuous field compression. Field requirements. ECSI installed the Sertco Model 350 compressor package into its rental and lease fleet, beginning in 1999. The firm selected this unit because of its high-quality, simplistic design, use of automotive components, and low capital and operating costs. Parts inventory can be reduced, since many of the service and maintenance parts are readily available at local automotive parts stores. Using GM’s components for the compressor’s rotating assembly allows an automotive rebuilder to assemble the compressor with many of the same parts, and in much the same manner, as the GM Industrial Powerplant. This eliminates the requirement for a compressor mechanic or rebuild shop, and keeps part costs low. Another factor was the unit’s capability to operate over a wide range of conditions. The unit has been called upon to perform with suction pressures as low as 20 in. of mercury and as high as 15 psi. Discharge pressures have ranged from 40 to 125 psi, and powerplant demand has ranged from 1,300 to 2,100 rpm. Unit design philosophy. The unit costs about $45,000 and is designed specifically for harsh conditions encountered in wellhead applications. Natural gas typically has many impurities, such as hydrogen sulfide, iron oxide, sand, water, coal dust, rust, paraffin and oil. The operating conditions are extreme – inadequately trained personnel, installation short cuts, lack of good pad or weather protection and little concern for proper maintenance. Personnel with minimal technical skills can repair the unit quickly and economically with accessible, affordable parts. Overbuild and equipment protection points are integrated into the system for protection. For example, the drive shaft is the overload point of protection for the compressor, from water slugs that frequently destroy compressors. Technology behind a low-cost, durable compression unit. Manufacturing and performance enhancement concepts from the aerospace and racing industries are combined, through alliances, with insights experienced in field gas compression. A "design to cost" philosophy leads to a high-value product. Key elements of the design and manufacturing process are:
Producer field experience. At California’s Elk Hills field, an electric package with a 100-hp motor was installed on well tubing, with no separation in front of the compression. The compressor would pull the well down to 0 psi and discharge into 65 psi. This would cause the well to unload its water and flood the compressor. It resulted in four broken drive shaft couplers (the unit’s purposely designed shear point, rather than the compressor itself, where repairs would be much more extensive). After two months of testing, the unit was returned to Sertco for disassembly and evaluation. Even with this operating history, inspection revealed no damage. The manufacturer returned the unit, to go into production. Near Seminole, Oklahoma, a 350 GM industrial driver was employed on a standard Sertco package. The well has 8,000-ppm H2S and around 2,000 Btu of gas. The conditions are 7-psi vacuum suction and 65-psi discharge. Approximately 140 Mcfgd are moved by the compressor at 1,450 rpm. The model 350 has been on this job for over one year. It is moved from well to well often, but conditions are the same at each location. Finally, near Wilburton, Oklahoma, a 75-hp package is used with no after-cooler. This unit has operated for nearly a year, exhibiting 98% run time with 6-psi suction and 85-psi discharge, at 1,800 rpm. It moves about 600 Mcfgd. PTD
|
|||||||||||||||||||||||
- Shale technology: Bayesian variable pressure decline-curve analysis for shale gas wells (March 2024)
- What's new in production (February 2024)
- Prices and governmental policies combine to stymie Canadian upstream growth (February 2024)
- U.S. operators reduce activity as crude prices plunge (February 2024)
- U.S. producing gas wells increase despite low prices (February 2024)
- U.S. drilling: More of the same expected (February 2024)

