Supersonic gas conditioning
Production TechnologySupersonic gas conditioningA new type of gas separation technology gains acceptance. When the technology can be applied, cost savings are significantDr. Fred Okimoto and Job M. Brouwer, Twister BV, the Netherlands
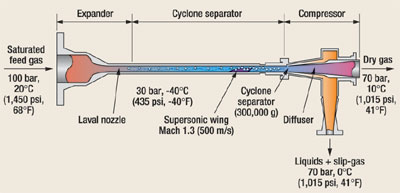
The new technology has thermodynamics similar to a turbo-expander, combining expansion, cyclone gas / liquid separation and re-compression in a compact, tubular device. Whereas a turbo-expander transforms pressure to shaft power, this separator achieves a similar temperature drop by transforming pressure to kinetic energy (i.e., supersonic velocity). Fig. 1 shows the basic concepts. A Laval nozzle is used to expand the saturated feed gas to supersonic velocity, which results in low temperature and pressure. This causes a mist of water and hydrocarbon-condensation droplets to form. A wing placed in the supersonic flow regime generates a high-vorticity swirl (up to 300,000 g), centrifuging the droplets to the wall. The liquids are then split from the gas using a cyclone separator. Next, the separated streams are slowed in separate diffusers, recovering some 65 – 80% of the initial pressure. The final liquid stream still contains some slip-gas, which is removed in a compact liquid de-gassing vessel and recombined with the dry gas stream.
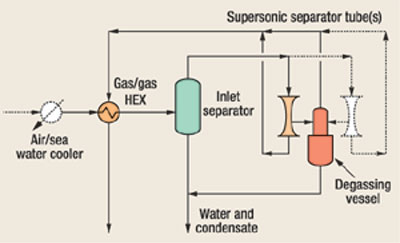
Benefits Condensation and separation at supersonic velocity is the key to achieving step-change reductions in both capital and operating costs. The simplicity and reliability of a static device, with no rotating parts and operating without chemicals, allows for unmanned operation even in harsh offshore environments. A Twister tube designed for 35 MMcfd at 1,450 psi is only 6 ft long inside a 6-in. casing. Residence time inside the cold, supersonic separator is only milliseconds, which prevents hydrate problems, eliminates chemicals and associated regeneration systems. Eliminating chemical-regeneration systems avoids environmentally harmful BTX emissions and saves considerable space. Such compact and low-weight facilities can be installed on minimum-facilities platforms, not much larger than a simple wellhead platform. System Design Fig. 2 shows a typical process flow diagram of the system. The technology is a low-temperature separation process; inlet cooling can optimize performance. This can be achieved by heat integration using the cold exit gas, supplemented with air or seawater cooling if required. The inlet separator upstream of the supersonic tubes is designed to remove produced liquids and prevent carryover of slugs and solids. In designing a gas-conditioning system based on this technology, the following issues need to be considered:
Experience Although a relatively new technology, extensive operating experience has been obtained with commercial-scale test units in five different gas plants in: the Netherlands, ongoing since 1998; Nigeria, ongoing since 2000; and in a short, initial test in Stýtoil’s K-Lab in Norway in 2002. These test units have proven the viability of unmanned operation and gas conditioning, to moderate dehydration and hydrocarbon dewpoint specifications. The Shell (NAM)-operated test plant at Leermens in the Netherlands has successfully dehydrated wet gas to a water dewpoint below 30°F at export pressure. A prototype of a separator currently being installed offshore Malayasia is being tested at Leermens. An SPDC-operated demonstration plant at Utorogu in Nigeria (Fig. 3) has officially passed its test. The plant has been in operation since November 2000, successfully dehydrating 30 MMcfd to pipeline specification (40°F water dewpoint at 1,000 psi export pressure). The main benefit for SPDC is simplicity and reliability that enables unmanned operation. SPDC now intends to purchase the technology for a number of locations.
Offshore Benefits/Applications Offshore gas developments traditionally use manned glycol (TEG) dehydration facilities. Ever-increasing pressure on cost, personnel safety and environment is steadily pushing unmanned concepts like wet-gas evacuation for new gas developments. The new technology offers cost-effective, safe and environmentally friendly development, eliminating several flow-assurance risks and limits involved with multiphase wet-gas evacuation. The term "flow assurance" covers a broad range of topics in multiphase hydrocarbon-production systems, including flow behavior, hydrates, wax, asphaltenes, emulsions, scaling, corrosion and erosion. It is one of the most important technical issues facing the oil and gas industry. Multiphase export limits both pipeline turndown flexibility and maximum pipeline size, sometimes necessitating multiple smaller-diameter pipelines and often eliminating flexibility to tie-in future developments. The pressure drop in a multi-phase pipeline can be significantly higher compared to single-phase gas export and difficult to predict. The pressure drop across the Twister process (some 20 – 35%) may be more than compensated by the reduced pressure drop in the export pipeline, and it could allow a lower pipeline design pressure. The corrosion and hydrate-management system needs to be extremely reliable, since the consequence of pipeline failure is severe. Combined with the complexity of multiphase flow behavior, generally, a conservative approach needs to be adopted at an obvious expense. Expenses on Corrosion Resistant Alloy (CRA) pipelines and costly slug-catching facilities need to be balanced with operational constraints, including routine pigging and ramp-up procedures. Routine pigging for liquid hold-up and corrosion management is an inherently hazardous and cumbersome operation. The produced-water chemistry, in combination with corrosion and hydrate inhibition chemicals, may result in operational problems like chemical contamination and scale depositions. Costly vacuum desalination facilities may be required to manage glycol salt contamination and its associated operational and corrosion issues. The incremental cost of offshore facilities using the new technology is generally more than balanced by savings on pipeline and onshore facilities, notably elimination of slug-catching and chemical-regeneration systems, see Table. The novel separator will be a particularly attractive option for corrosive service, i.e., for gas compositions with a high CO2 fraction, which may necessitate a CRA export line. For non-corrosive service, the new separator will generally become attractive as the gas-export line becomes longer. The principle limitation of the new process compared to chemical dehydration is the required pressure drop of some 20 – 35% of feed pressure. However, as noted above, this may be more than compensated by a reduced pressure drop in a single-phase export pipeline. First Commercial Applications Last year, Shell Sarawak (SSB) and Petronas signed a purchase order for two, 300 MMcfd Twister dehydration trains to be installed on the B11, offshore Malaysia. Construction is currently well underway, with delivery of the first components scheduled for year-end 2002 and start-up in late 2003. The B11 platform is expected to be an unmanned facility. Up to six compact supersonic tubes, each with a typical capacity of 60 MMcfd, can be vertically mounted on a vertical liquid-degassing vessel, Fig. 4. Feasibility studies comparing Twister with the original manned TEG dehydration concept quantified potential capital and operating cost savings to be some US$30 – 80 million.
As mentioned before, SPDC expressed its intent to purchase the technology for a number of locations. Subsea Simplicity and reliability are critical success factors in subsea applications. The new separator is currently the only gas-conditioning technology in the market that scores high on both counts by needing neither chemicals or rotating parts. This makes it well suited for subsea gas processing and a key enabling technology for developing currently uneconomic reserves. Twister BV and FMC Kongsberg Subsea have started a joint study to investigate using the technology for subsea applications. Based on the results, various gas developments are being prepared for, aiming for a first application in 2005. Conclusion The supersonic separator is the most recent step-change innovation in the gas-processing industry since the introduction of glycol 40 years ago and turbo-expander technology 25 years ago. The feasibility and benefits of this technology must be studied for a specific gas development. It is distinctly modern and would not be possible without cutting-edge technology, providing a cost-effective, safe and environmentally friendly gas-processing solution.
|
||||||||||||||||||||||




- What's new in production (February 2024)
- U.S. operators reduce activity as crude prices plunge (February 2024)
- U.S. producing gas wells increase despite low prices (February 2024)
- U.S. oil and natural gas production hits record highs (February 2024)
- Dallas Fed: E&P activity essentially unchanged; optimism wanes as uncertainty jumps (January 2024)
- Enhancing preparedness: The critical role of well control system surveys (December 2023)
- Applying ultra-deep LWD resistivity technology successfully in a SAGD operation (May 2019)
- Adoption of wireless intelligent completions advances (May 2019)
- Majors double down as takeaway crunch eases (April 2019)
- What’s new in well logging and formation evaluation (April 2019)
- Qualification of a 20,000-psi subsea BOP: A collaborative approach (February 2019)
- ConocoPhillips’ Greg Leveille sees rapid trajectory of technical advancement continuing (February 2019)

