Deepwater wells benefit from cold-temperature cements
CEMENTINGDeepwater wells benefit from cold-temperature cementsLightweight cements, capable of setting quickly and managing gas migration in cold temperatures, supported efficient exploration drilling in the Black SeaNassima Mohammedi, Alain Ferri and Bernard Piot, Schlumberger
The initial cementing program called for some form of fast-setting plaster cement in the upper intervals, because of the cool temperatures, finishing with conventional tail cement for strength and isolation. However, several parameters made this approach difficult. To achieve the required compressive strength at depth, the conventional approach called for a fairly dense 15.8 ppg slurry, which was too heavy for the low fracture gradients present. Also, the presence of gas and the potential problems of shallow water flows required stringent design criteria, and made the use of more conventional lightweight designs difficult. The logistics of the location also increased the cost and complexity of storing multiple cementing systems, as well as numerous additives. In the end, the modified conventional approach would have exceeded cost expectations. Familiar with Schlumberger’s engineered particle size distribution (PSD) CemCRETE technology, the operator opted to apply the low-density, cold-temperature version, called the DeepCRETE cement system, in both wells. The cement designs for all upper casing strings were thus replaced with a single PSD slurry. Even a contingency whipstock plug was successfully designed using this cold-water, lightweight cement. Testing the Conventional Design Low fracture gradients through the Pliocene and top of late Miocene intervals, where the expected fracture gradient was a maximum of 11 ppg at the 13-3/8-in. casing shoe, required modifying the conventional blended composition. The slurries had to be mixed and pumped 12.5 to 13 ppg. The cement’s compressive strength had to be improved at the same time. The originally planned slurry – a complex, plaster-cement mixture at 13 ppg – included several liquid additives such as dispersant and retarders. During testing of the plaster-cement lead slurry at 13 ppg, compressive strength at 59°F was 50 psi at 15 hr, 500 psi at 16.5 hr, and 1,080 psi at 22 hr. While these values were acceptable, a problem occurred when attempting to design a similar 15.8 ppg plaster-cement slurry for the tail using the same blend. With the blended additives, modifying the conventional plaster-cement slurry proved more logistically complex and expensive than desired. Choosing a PSD Slurry Seeking an alternative slurry that would meet both cost and logistics requirements, the deep-water, cold-temperature version of the PSD family (Fig. 1) was selected. Only one cement blend would thus be needed to meet all requirements for the first two casing strings. This cold-water cement also performed technically as well as, or better than, plaster-cement systems.
The relative cost comparisons shown in Table 1 were generated for the two Black Sea wells. As illustrated, the PSD and plaster-cement systems have comparable product costs, with a slight advantage to the PSD neat system (without gas control); however, the rig time service costs also should be considered. As the PSD cement is engineered for cold and deep waters, the savings that result from reduced waiting-on-cement time can be important. This is particularly true with deepwater operation costs upwards of $220,000 per day.
The operator cited four primary technical reasons for selecting the cold-water PSD cement:
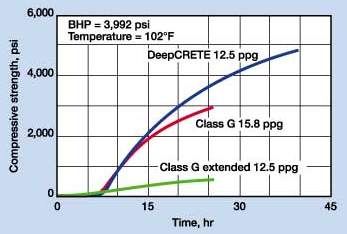
It was decided to use the cold-water PSD cement for as many strings of casing as possible in each well. Conventional Portland cement would be on standby to handle the higher temperatures that might be found when setting a deep casing. The cold-water cement is most effective when used in a range of 40° to 80°F, although it has proven successful at higher temperatures. Temperatures in the first Black Sea well were as high as 126°F. Fig. 2 shows, for instance, comparative strength development at 102°F of the PSD system, a class G neat slurry and a conventional low-density cement slurry, all having equivalent thickening times.
Another consideration when selecting the PSD cement was the need to handle gas migration in the deep, cold environment. With most conventional cement slurries, and particularly lightweight slurries, getting a gas migration system to work effectively is difficult due to colder temperatures. These slurries have longer setting times at the low temperatures encountered, increasing the opportunity for gas to channel through them. However, because of the PSD slurries’ high solids content and their quick setting times, they are easily made gas-tight, requiring comparatively low concentrations of gas migration additives. The cold-temperature PSD cement slurry selected was lightweight, having a density of 12.5 ppg, and set quickly (Table 2). Sufficient compressive strength, that is, more than 500 psi, is realized in less than 12 hr at 50°F. With some formulations it is even possible to obtain 2,000 to 3,000 psi strength in 24 hours. While plaster-cement systems can reach 500 psi quite quickly, they take a long time to develop their maximum strength of about 1,000 psi.
A typical plaster-cement system is normally designed for densities of 14 to 15.8 ppg and still results in comparatively low compressive strengths. Whereas, cold-water PSD cements are typically designed at 12.5 ppg and will achieve the compressive strengths necessary for normal drilling operations in less than 24 hr. This basic formulation can be further optimized to achieve "drilling strength" even more quickly when needed. In the end, the casing strings were successfully set in the two Black Sea wells using the cold-water PSD cement chosen. Excellent and early compressive strength was observed, compared with either conventional class G cement slurries at 15.8 ppg density or extended 12.5 ppg ones, both having required higher additive levels. Black Sea Well 1 The first Black Sea well was drilled in about 2,790 ft of water. The 30-in. conductor was jetted per well plan. Since the 20-in. contingency casing string was not required, the first casing cemented was the 13-3/8-in. using the stab-in technique. The 9-5/8-in. was the second casing string cemented. Use of a lightweight, low-density cement was desired because of the low fracture gradients found in this well section. The static temperature at the seabed of this well was 50°F. Bottomhole circulating temperature at 4,691 ft was 68°F. It was expected that the cool temperatures would slow cement hydration and thus adversely affect the compressive strength of cement slurries. However, early compressive strength development was desired to hold the surface casing in place, support the BOP and allow drilling to resume as quickly as possible. After testing, the well was abandoned, which required plugs with good sealing and isolation properties. Four balanced cement plugs of 490 ft each were pumped to isolate various zones. A cement retainer was set inside the 9-5/8-in. casing at 4,974 ft to provide an additional barrier. The cold-water PSD cement was used for all of the cement plugs. Black Sea Well 2 The second Black Sea well was drilled in about 2,240 ft of water. A 9-7/8-in. pilot hole was drilled using MWD/LWD to monitor all parameters. The 30-in. conductor was jetted and the 20-in. surface casing was cemented using the cold-water PSD slurry and the stab-in technique. The 13-3/8-in. and 9-5/8-in. casing strings were cemented using a special remote controlled, subsea plug release cementing head. A low-temperature, gas control additive was further used in the PSD slurries because of gas shows during drilling. The 13-3/8-in. casing was set using a total of 110 bbl of 12.46-ppg PSD slurry, which was pumped after 70 bbl of chemical wash and 50 bbl of spacer. This was followed by 9 bbl of Portland class G tail cement to save rig time while drilling the shoe track, since experience in the first well showed that the PSD cement at 12.5 ppg was actually harder and drilled slower than conventional class G cement at 15.8 ppg. The 9-5/8-in. string required 532 bbl of PSD cement slurry at 12.5 ppg density. A small volume of Portland class G tail cement mixed at 15.8 ppg density, and containing fluid loss additive antifoam agent, dispersant and retarder, was also used for the reason previously mentioned. After testing was completed, five balanced cement plugs of 490 ft each were pumped to abandon this second Black Sea well. A cement retainer was set inside the 9-5/8-in. casing at 8,530 ft to assure open-hole isolation from the surface. Conventional 15.8 ppg Portland class G cement was used for the first two plugs, and the PSD cement blend for the remaining three, shallower plugs. Conclusion Selecting the correct cementing material is critical to the performance and life of a well. Using cement developed specifically for deepwater, cold-temperature application saves time and reduces operational concerns. In addition to achieving fast strength development at low temperature and low density, the cement system selected for these two wells in the Black Sea was flexible enough to cover all of the required cementing applications. Based on engineered particle size distribution (PSD),
the chosen system also used lower concentrations of additives than other more conventional approaches. PSD
slurries for deep, cold waters can be applied wherever temperatures are low and lightweight cements could be a
benefit.
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
- Applying ultra-deep LWD resistivity technology successfully in a SAGD operation (May 2019)
- Adoption of wireless intelligent completions advances (May 2019)
- Majors double down as takeaway crunch eases (April 2019)
- What’s new in well logging and formation evaluation (April 2019)
- Qualification of a 20,000-psi subsea BOP: A collaborative approach (February 2019)
- ConocoPhillips’ Greg Leveille sees rapid trajectory of technical advancement continuing (February 2019)

