The Afterburner project
Directional drilling has an obvious limitation in total reach, defined by the available gravitational force. In most cases, however, the real limitation comes from borehole stability. The borehole relies on the internal pressure support from the mud weight, to stay open. If the rock is poorly consolidated or the underground has areas with natural fractures, the hydraulic impact from the jet nozzles can destabilize the rock. Mud weight is insufficient to keep the borehole stable under the rapid shifts in impact pressure, with the nozzles circling over the rock.
The resulting tendency of washing out the hole puts limits on the capabilities of the rotary steerable systems. The same forces continue to make trouble later, when the bit must drill deeper layers at high angles, close to that of the natural fractures. In sum, these factors put real limitations on economical extended-reach-drilling (ERD) operations in many oil fields around the world—especially those where the best choices of well paths are already taken.
THE AFTERBURNER PROJECT
In 2012, Tomax started a project to reduce, or possibly remove, the hydraulic impact forces in front of the bit. The project focused on finding a way to have the necessary rates of flow up the wellbore annulus with minimal impact pressure on the bottom. A reliable solution was found by using suction for bottomhole cleaning. The invention would eliminate risk from reactive pressures charging natural fractures, and would also reduce, or delay, the general intrusion of potentially reactive mud.
The suction principle was realized by a number of ejector pumps, also known as jet pumps, replacing the waterways in a stabilizer close to the bit. The system used standard rates of flow and turned 180° inside the stabilizer, for the ejector pumps. In addition to keeping the bottom clean, the jet pumps also produced a significant extra thrust force toward the bit. This gave the project its name.

PREDICTABLE DOWNHOLE
In its first well, the Afterburner bottom-hole cleaning suction system was used while drilling hard rock at 3,200 ft, MD. The photo in Fig. 1 is from this test. Before tripping into the hole, the hydraulic impact force was compared in an artificial borehole with a 6-ft artificial fracture. The pressure at the end of the fracture was measured to a 0.5-bar or 7-psi maximum with the new system. With a conventional system using the same bit and flow, the pressure at the same point pulsated with readings up to 34 bar or 495 psi.
The pulsation was the result of the bit nozzles rotating over the artificial fracture. This was quantitative evidence of the advantage of the new system in unstable layers. As drilling commenced, the reactive torque and the return of cuttings over the shakers confirmed the bottom, and the well was kept clean.
The effect was most tangible after the thrust force was measured. In fact, the pull on the pipe from downhole was visible all the way to the hook. Some quick checks by the driller verified the observations: The weight-on-bit (WOB) contribution was about 10,000 Newtons or 2.2 Klbf. The testing was performed using water, and the circulation rate was 1,800 L/min., or 480 gpm. Performance verification data were obtained from a downhole quartz gauge, measuring the suction pressure and the operating temperature, at the face of the bit. Surface recordings and calculations using MatLab software were held together to compare. All methods produced overlaying figures.
CFD ANALYSIS
An advanced, Computational Fluid Dynamics (CFD) analysis was needed for a more detailed characterization of the new solution. The specialist engineers at Flow Design Bureau AS took on the task. The company’s EngineSoft computer tool was used for the purpose, and the first analysis was run on the same drilling test that had already been completed. The CFD results came within decimals of both the MatLab results and the downhole recordings.
This clearly demonstrated that the system’s single-phase flow dynamics were an easy match for a modern computer tool. The result meant any of the system’s configurations could be tested reliably on a computer. In the planning process for an upcoming offshore test, the same CFD model predicted a tractor effect as high as 3.2 kdaN or 7 Klb, using 1.55 SG oil-based mud and a moderate circulation rate. The model also predicted that suction would replace the typical piston effect that always opposes the weight when lowering the bit to bottom.
In sum, the CFD showed a significant and steady thrust largely independent of gravitational forces.
DEEP OFFSHORE DRILLING
With completed CFD testing, including computer testing for sand erosion, operator VNG Norge AS sent an Afterburner unit to a deep, deviated offshore well. The operator had seen the rates of penetration (ROP) drop with increasing mud weight and assumed the chip hold-down effect, or so-called bottomhole balling, was the problem. The primary purpose of the deployment was to explore the possibility of using the suction effect from the unit to clean up the bottom. Measuring thrust was a secondary objective, but would serve to confirm both the suction effect and the accuracy of the CFD testing. Downhole data would be obtained from a dedicated MWD drilling dynamics sensor package (co-pilot).
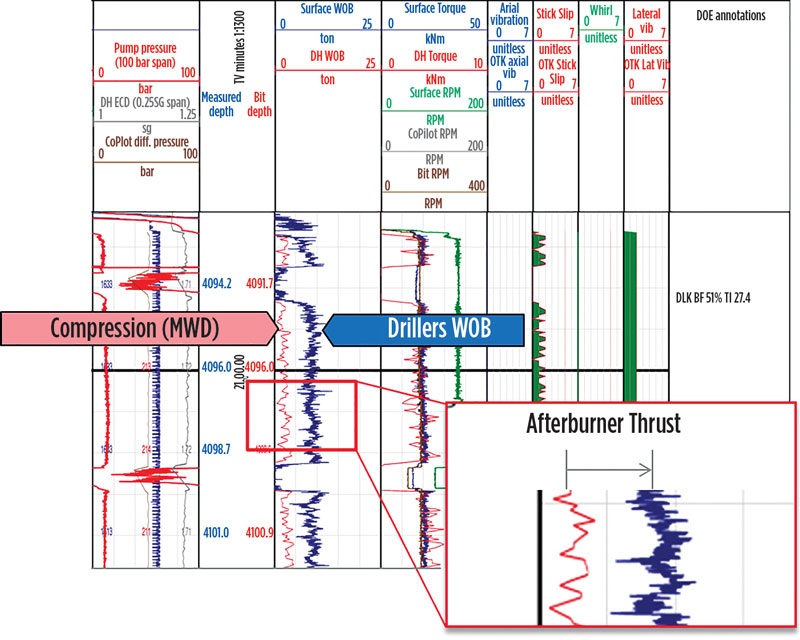
The new unit, as well as an RSS and PDC bit, were tripped in to 13,400 ft, MD. When drilling commenced, double ROP at less than half the WOB from the previous run confirmed the bit made a full cut. The sensor package data showed the WOB contribution from gravity was between 2 and 3 kdaN. The driller simultaneously reported WOB readings between 7 and 9 kdaN from the hook.
As the mud parameters stabilized, the tractor contribution from the unit fell somewhat and came very close to the CFD result of 3.2 kdaN (7 Klb). The bit size was 8½ in. and the mud was 1.55 SG. The flow was 1,630 lpm (430 gpm). This may have been the first downhole tractor-assisted rotary drilling operation ever, according to available records.
CLEAN CUT
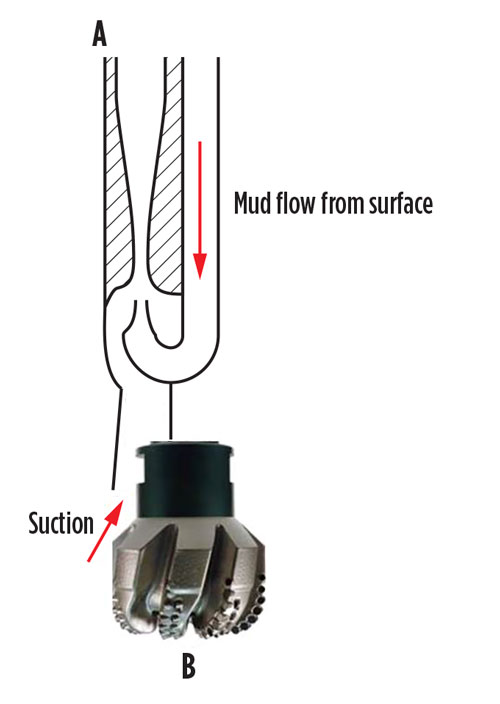
The patent for the invention describes how the full flow from surface is turned 180° to power one or more downhole ejector pumps. The flow needs turning also, because the pumps must have their suction oriented downward, toward the bit. The suction side will clean the bottom of the hole in the same way as a sewage pump, Fig. 2. This principle replaces the traditional jets and eliminates hydraulic impact.
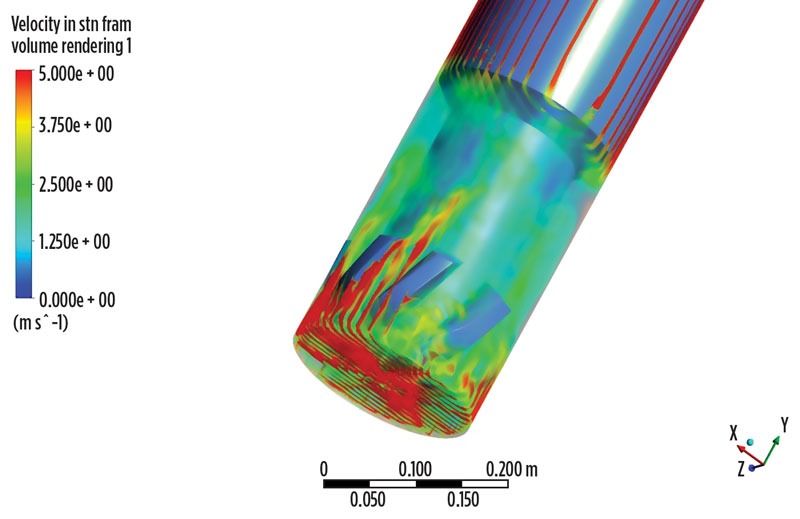
Dentists prefer much the same method for a variety of reasons, but also because cleaning by suction simply works better than jetting. This can be appreciated by observing how the household vacuum cleaner works best in tight corners. The CFD testing of the invention’s dynamics showed the same effect. A 3D velocity plot from the CFD model is presented in Fig. 3 and shows how velocity is at the fastest in the square, bottom corners of the model. This was what triggered VNG’s interest in trying out the technology, for investigating its effect on the infamous chip hold-down phenomena.
SPECIAL CONSIDERATIONS
The new system’s pump is based on a 1.2-ft long, spiral blade stabilizer. Instead of waterways, the 8 3/8-in. OD stabilizer has five ejector pumps. The unit is also characterized by five fluid channels leading from above the stabilizer and down to the bit nozzles. These are channels that run from high pressure to low pressure, to secure a continuous refill of new fluid to the cutters for cooling and lubrication.
A sharp PDC cutter needs practically no more cooling than the heat sink provided by the bit matrix and the rock. Hence, the circulation of fluid down through these channels is sufficient. The suction from the pumps and the maximum thrust is limited by the ejector throat diameter. The drawdown will level out below 100 psi depending on the flowrate and the mud weight. The thrust is created from the dynamic backpressure in the system. This means it adds no extra stress to the borehole, but instead it contributes to a more stable bottomhole pressure.
The cross-section of the body, with its bores and borehole clearance, makes the surge and swab pressures peak at about 20 psi. This occurs when tripping at 30 sec/stand. The figures have been verified by both quartz gauges and comparison of drag readings with and without heavy mud.
SELF-CLEANING
The possibility of blocking one or more of the ejector pumps was considered a risk factor in the design phase. The ejector pumps are, therefore, opened up to let through 14-mm ball shapes or marbles. This is far beyond any conceivable size and shape of cuttings from a PDC bit. Continuous successes in cleaning up fill from the bottom of the hole in testing have indicated that the five pumps are self-cleaning.
The mechanism behind this is believed to be the intensity of the vibrations created when rotating the bit and the BHA. The continuous impacts to the unit’s body make it virtually impossible for cuttings of measurable mass to settle or bridge. With the cutters engaged in drilling, these vibrations will intensify further. The result is a very low risk of blockage. An exception might exist for drilling shoe tracks.
BHA INTEGRATION
The unit also consists of a stabilizer converted into a jet pump. An advantage from the compact design is easy integration with existing technology. In the latest field run, the unit was added on to a three-point push-the-bit RSS system. The plan was to drill straight ahead.
Unfortunately, plans changed and called for maximum turn. With what was now a four-point geometry system, this was not doable, and the bit failed. The lesson learned was to either run it in a plain rotary BHA or to fully integrate it as a stabilizer in a three-point geometry RSS. The testing shows that the effect of the system is practically unchanged when moving the unit 12 ft up the BHA. This increases the options for RSS integration.
THE DRILLER’S PERSPECTIVE
One success criterion in the introduction of new technology is the driller’s interface. The new unit makes no changes to the driller’s practices. The WOB is read and understood, as always, and the brake is operated accordingly. There are no changes to barriers and well control procedures. A piece of good news for both the driller and managed pressure engineers is the removal of the problematic blind zone in front of the bit—the blind spot is gone, because the highest pressure in the system now moves up into the annulus, just where the MWD pressure sensor is located.
CONCLUSION
The Afterburner project has demonstrated how a fluid-driven jet pump can clean the bit by suction and thus eliminate the hydraulic jet impact and erosion of unconsolidated rock. When combining the above with a continuous thrust, or tractor effect, the capacity for extended reach can be safely extended, Fig. 4. The use of suction for eliminating the chip hold-down effect represents a significant potential for increased values in deep, HPHT discoveries. The project is continuing in cooperation with a group of key industry partners. ![]()
- Applying ultra-deep LWD resistivity technology successfully in a SAGD operation (May 2019)
- Adoption of wireless intelligent completions advances (May 2019)
- Majors double down as takeaway crunch eases (April 2019)
- What’s new in well logging and formation evaluation (April 2019)
- Qualification of a 20,000-psi subsea BOP: A collaborative approach (February 2019)
- ConocoPhillips’ Greg Leveille sees rapid trajectory of technical advancement continuing (February 2019)

