Evaluating a new solids control system in the Marcellus shale
With a focus on efficiency and the bottom line, operators like EQT Corporation are relying on innovation to optimize their active rig sites—taking them to a new level by achieving both cost reductions and improved drilling efficiencies. These improvements can be seen in a number of recent technological innovations, such as the conversion from mechanical to AC rigs; new automated and stronger rig components; pad drilling, in which one rig drills six to 30 wells on the same pad; and “walking rigs” that minimize the time taken to move a rig from well to well on these larger pads.
A primary goal of these types of innovations is the ability to improve efficiencies, while, at the same time, continually reducing costs. When this goal is achieved, operators see immediate benefits, as they are able to push their marginal wells toward the positive side of the ledger.
As this trend continues, one segment that has seen limited innovation is the primary solids control and fluid processing equipment area. However, a new technology is emerging from the offshore market to address many of the shortcomings experienced by onshore operators using traditional shale shakers.
DRILLING CUTTINGS
To date, shale shakers have been the pre-eminent onshore technology for the primary maintenance of drilling fluids, and the first line of defense in removing cuttings, reducing low-gravity solids (LGS), and taking other foreign materials out of circulation.
The vibration and high G-forces emanating from shale shakers lead to solids being filtered out for discharge or treatment—allowing the cleaned mud to be incorporated back into the active fluid system. However, to help improve the solids control process, secondary equipment has been added, which can consist of drying shakers, grinders and centrifuges, to help recover more of the mud, reduce LGS and “dry” the cuttings to minimize weight for transportation and disposal. Although this secondary process has helped improve solids control efficiency, it also has increased costs, as additional on-site equipment and personnel are required. Furthermore, the end product—which ultimately is quality solids control and clean, dry, transportable drill cuttings—requires continual monitoring and adjustments to achieve optimal results.
In many cases, additional solidification materials must be added to the system, to “soak up” excess fluid and reach the desired condition for transportation. The implementation of these secondary systems, especially in areas where cuttings must be hauled to disposal, has helped improve the overall process by reducing solidification material needs and disposal costs—as compared to using primary shakers alone.

There is, however, room for additional optimization of the solids control process by reducing this extra tonnage and absorption to cuttings. This would then minimize the amount of materials sent to disposal, and potentially reduce the need for a secondary system, which takes up space and can quickly increase expenses with the additional daily costs.
ENCLOSED SOLIDS CONTROL
It’s with these challenges in mind that the service company developed the industry’s first enclosed solids control system. The new system—the MudCube—eliminates the traditional process of shaking fluid and solids, replacing it with an enclosed, vacuum-based filtration process, Fig. 1.
Rather than relying on high G-forces, the system vacuums drilling fluids through a rotating filterbelt, using high airflow to separate the cuttings from the fluid. The cleaned drilling fluids are then returned to the active mud system, and the drilled solids are carried forward on the filterbelt for discharge or removal. The high airflow also pre-empts the need for expensive mud coolers and is applicable in HPHT wells.
In addition, “air hammers” in the form of high, air-pressure cones are installed on the inside of the vertical part of the filterbelt, to remove any cuttings or sticky clay that may have “stuck” to the belt. Pneumatic micro-vibrators are installed underneath the filterbelt, to create resonance and improve conductance. In some cases offshore, the solids removal efficiency of the new system is often higher than 90%.
To date, the new system has been deployed on a number of high-profile fields, particularly on the Norwegian Continental Shelf. In one such installation, on the Maersk Giant jackup, the system replaced four traditional shale shakers. This led to improved drilling efficiencies with less drilling fluid being lost, more returned to the mud tanks for reuse, and a significant reduction in costs.
ONSHORE TEST WELLS
In 2016, the service company partnered with EQT Corporation, a U.S.-based independent that has become one of the fastest-growing natural gas producers in the Marcellus shale. With operations in Pennsylvania, West Virginia, Kentucky, Virginia, Ohio and Texas, EQT keeps innovation at the forefront in all they do. Therefore, deploying and testing the service company’s new solids control system was a natural fit.
EQT has long been a technology-driven leader in the integration of air and horizontal drilling technology—and it places a strong emphasis on using technology to maximize performance, while minimizing their environmental footprint. This continued focus on innovation and a push for data-driven decisions, through a standardized performance metric tracking system, has helped them to continually improve and maintain best-in-class performance, year-over-year.
One of EQT’s objectives during the past few years has been to find a more efficient way to process and dispose of cuttings through innovative solutions and better solids control systems. The goal of this ongoing project is to reduce EQT’s waste to landfills while minimizing losses to cuttings and solidification use, while at the same time providing desired mud properties.
To monitor progress and continually improve, EQT’s drilling team maintains detailed KPIs around solids control and waste disposal efficiency, as well as many other areas of drilling performance and cost optimization. Because of this ability to provide detailed feedback about new technologies, EQT has been involved in the testing and development of many new and upgraded pieces of equipment over the past few years, including air hammers, bits, shock subs, drilling motors and rotary steerable technologies.
After an extensive search by EQT’s innovation team to find new technologies that address the shortcomings of the current solids control process, Cubility’s MudCubes were introduced as a potential solution in late 2015. Both companies engaged technical conversations to determine if this technology could be effectively—and economically—deployed onshore to further improve upon the operator’s success in achieving its solids control goals—developing a new blueprint for wellsite efficiency.
After working together to establish best practices for deployment, along with KPI’s to determine the system’s effectiveness onshore, testing began in early July 2016. The wells being tested were in the U.S. Appalachian region, where most companies deploy 100% closed loop systems, sending cuttings to landfills for disposal. In managing drilling operations in this manner, losses to cuttings and disposal can add significant cost to wells not seen in other areas.
KPIs. Trial criteria were selected to achieve specific goals, as well as test the system’s ability to compete against the historic performance of shale shakers and related equipment, such as centrifuges, grinders and settling tanks.
These goals included increasing performance, minimizing the environmental area and rig footprints, the elimination of redundancy, and lowering costs. Additional benefits that were offered by the system included more options in terms of rig arrangements and weight, due to the system weighing one-third that of a conventional shaker. In addition, MudCubes do not require the reinforced structures that high G-force separations systems require, which offers further potential to minimize rig structure requirements.
Six KPIs were agreed upon:
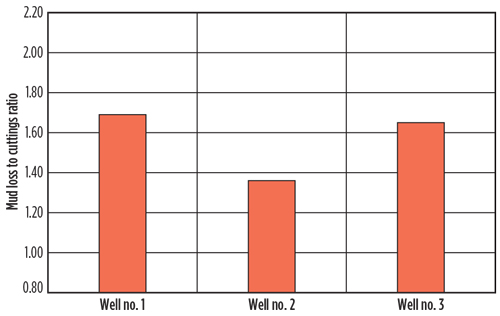
- A decrease in mud losses to cuttings, as measured by mud on cuttings.
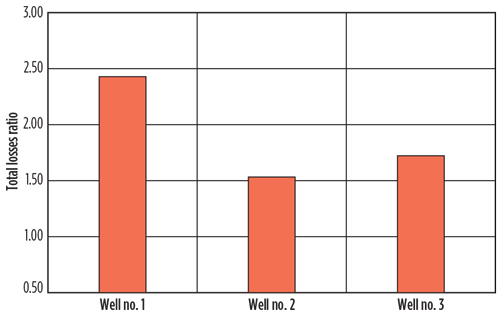
- A decrease in total mud losses.
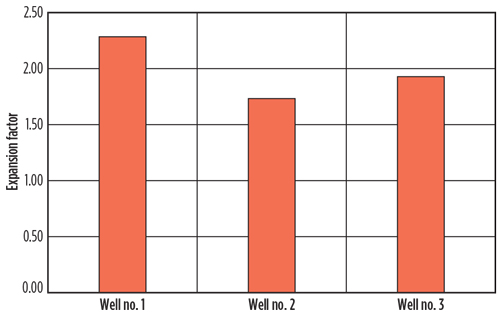
- A reduction in the amount of waste produced—the sum of total drill cutting waste produced by the well (known as the expansion factor).
- A reduction in the amount of chemical usage (required to clean drilling fluids) via the tracking of average chemicals used per well.
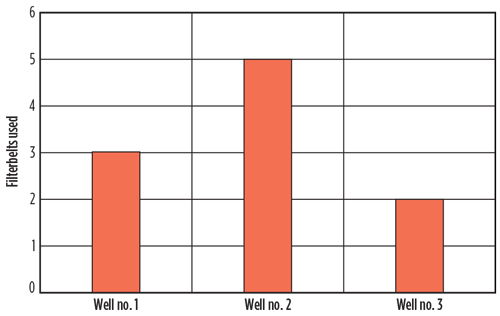
- A reduction in consumables and equipment maintenance—this relates primarily to filterbelts lasting longer than shaker screens, as well as a reduction in general repairs, the longevity of components, etc.
- A reduction in the total mix of drilling materials.
THREE-WELL TEST
Figures 2 to 5 illustrate the results from the well testing. During the first well, the focus was on ensuring that the MudCubes were set up and operating properly for the Marcellus formation, while working toward achieving peak performance and meeting the established performance metrics previously set forth. After some tweaking of the system’s components, it was found that a pressure restriction in the venting set-up caused performance issues throughout the entire well. This caused less-than-optimal results on the first well, which do not appear to be indicative of actual performance.
Changes were made to the venting system in-between the two first wells, and the service company worked throughout the second well to optimize performance for the Marcellus formation. The results on this well showed steady progress, and most of the metrics were improved to match or exceed historic averages. Another experience was that—after directional slides in the lateral—some fines tended to plug the filterbelts, causing some mud to flood and thereby bypass the systems into the half rounds.
For the third well, work continued on improving performance and addressing the issues of fines experienced on wells one and two. When low levels of fines are encountered, the vacuum-based system provides dry cuttings that are ready for disposal directly to landfill, and it outperforms traditional set-ups. However, when large amounts of fines were encountered, typically after directional work in the lateral, a centrifuge was used to help maintain fluid properties and manage fluid, which was able to bypass the system.
This optimization will continue on future wells, and the service company is working on innovative solutions with the help of EQT engineers. As the service company continues to learn the onshore process, it also is looking to develop new tools and build upon operators’ desire to innovate and help transform the backyard into a cleaner, more efficient operation.
CONCLUSIONS
The new system was deployed successfully on a rig drilling Marcellus wells in western Pennsylvania. The size and weight of each system offered an array of options to meet the operator’s demands for a particular pad. As an additional benefit, the set-up was very clean compared to normal shaker operations, helping to ensure rig cleanliness at an all-time peak.
Once the first well commenced, some operational issues were encountered. As each of these was corrected, efficiency improved. Although the systems faced challenges in managing large amounts of fines that were generated through drilling in shale, the service company learned many lessons and is working to refine the system and operational processes to deal with these fines.
In drilling applications where large amounts of fines are not prevalent, cuttings can easily be lifted out of the wellbore (i.e. different formations, vertical wells, shorter to medium laterals, or S shaped wells), vacuum-based separation offers a great solution to minimize/eliminate backyard requirements and achieve top-tier solids control and waste disposal results.
The potential to perform at this level across all well types and formations exists, and the Marcellus shale was a great, initial, onshore operational ground—giving Cubility an opportunity to continue to prove and refine its solids control system, to achieve top-tier results across the board. ![]()
ACKNOWLEDGEMENTS
Cubility would like to thank EQT Corporation, which played a key role in developing this article.
- Applying ultra-deep LWD resistivity technology successfully in a SAGD operation (May 2019)
- Adoption of wireless intelligent completions advances (May 2019)
- Majors double down as takeaway crunch eases (April 2019)
- What’s new in well logging and formation evaluation (April 2019)
- Qualification of a 20,000-psi subsea BOP: A collaborative approach (February 2019)
- ConocoPhillips’ Greg Leveille sees rapid trajectory of technical advancement continuing (February 2019)

