Subsea processing: A holistic approach to subsea development
Many offshore projects have been deemed uneconomical, due to deep water, long tie-ins and extreme environments. However, subsea processing can be used to alleviate these issues. In new (greenfield) applications, subsea processing can enable cost-effective and environmentally friendly platform-less solutions, where the field is tied back directly to an existing offshore facility or directly to shore. In mature (brownfield) applications, subsea processing can contribute to increased production and recovery, and extend the life of the field.
SUBSEA PROCESSING OPPORTUNITIES
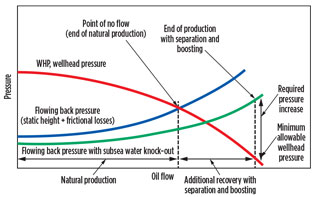
A major problem with new production occurs when the flowing back pressure (static height + frictional losses) is greater than the flowing wellhead pressure (driving force). This situation requires the well to be pumped from its inception, because no natural production will occur. Figure 1 shows the crossing point between wellhead pressure and natural flow. In deep water, this will be the case, if the back pressure from the static height of the fluid column is greater than the driving force from the reservoir. This also applies if the static and frictional pressure drop, caused by long tie-ins, is greater than the wellhead pressure. In this respect, subsea processing represents a major advance in technology. By introducing subsea processing, the flowing back pressure on the wells is reduced and additional recovery is possible, illustrated by the crossing point between the wellhead pressure and the green curve. In addition, because the subsea system is protected from weather conditions above sea level, subsea developments are less affected by extreme environmental conditions, such as in the Arctic.
For the last decade, dozens of subsea processing projects have been realized. They have been mainly used in late-life production to increase oil recovery, when the driving reservoir pressure has declined below natural flow. Different subsea processing combinations have been utilized, from multi-phase pump systems to complex combinations of boosting and separation. Many of these projects have provided large additional recovery, such as in Tordis field in the North Sea. Statoil states that a full-scale separation facility on Tordis has increased oil recovery 49% to 55%, adding 35 MMbbl of oil reserves.
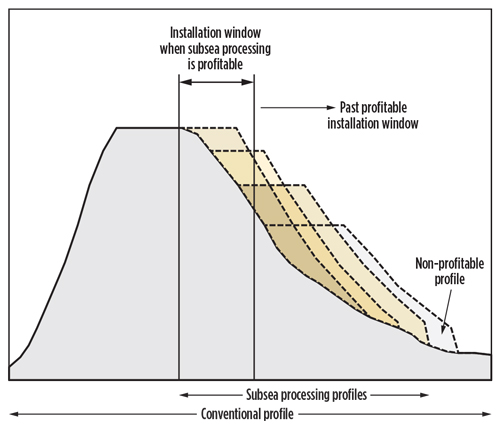
It was expected that subsea processing would be the start of a new subsea developing adventure, but instead, it seems to be viewed with uncertainty. This is due to the high investment cost and large operational complexity, and examples of projects where the added value is less than expected. However, there is a time window of opportunity when subsea processing is profitable, Fig. 2. Awareness of this window is important when evaluating the economics of a subsea processing development.
To ensure uptime and meet expected production targets, FMC Technologies has developed a methodology for early phase involvement that takes into account the integration of all elements, from reservoir to topside. The system links the main disciplines, considers all system limitations, and includes operability from first oil to late-life production. Forsys Subsea, a 50/50 JV between Technip and FMC Technologies, is an enabler to an optimal, cost-efficient system design for maximized oil production.
PRODUCTION OPTIMIZATION/COST REDUCTION
Analysis of the impact of the different elements that comprise the net present value (NPV) calculation helps explain the benefits of subsea processing, Fig. 3. The goal is to maximize production and uptime. Subsea processing solutions increase the oil recovery rate, but it means higher investment cost. For subsea processing solutions to make economic sense, it is necessary to reduce investment cost (Capex) and operational cost (Opex). As long as the NPV calculation is used to evaluate the economics among projects, it is necessary to find better design methodologies that decrease the uncertainty of economic success for the operators.
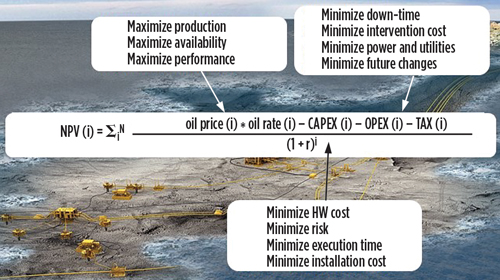
By systematically working with each element that influences production, while continuously keeping the full picture in mind, it is possible to produce cost-efficient solutions. But how can we lower the uncertainty in NPV calculations?
RISK MANAGEMENT/MINIMIZING UNCERTAINTY
To expand the subsea application processing envelope, we need to improve our design tools. Part of this process includes a better understanding on how to evaluate uncertainty as part of the design methodology. Especially in the early conceptual phase, the uncertainties in the production profile predictions are high. It is necessary to develop methods, so that decisions can be made, based on knowledge and not speculation.
A methodology for uncertainty analyses, based on maximum likelihood principles, has been integrated in the design tools. This methodology identifies the dependencies between the contributing parameters. The methodology allows us to focus on reducing uncertainty on the main contributors. Each parameter included in the model can be assessed, using a specified uncertainty factor that corresponds to the level of knowledge of input data. The initial uncertainty in an un-tuned simulation model is based on: 1) a combination of uncertainty in the model itself; 2) experience of model performance from field experience; 3) the uncertainty in the expected production from the reservoir; and 4) uncertainty in each input parameter. By combining all this information, the influence of each unknown parameter on the production profile can be understood.
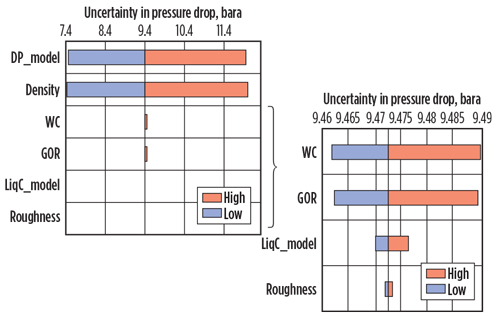
Figure 4 shows how the method can be applied to understand uncertainty in pressure drop calculations. The main contributors are the un-tuned model performance (DP-model) and the density of the fluid. Also, the water cut (WC) and gas/oil ratio (GOR) contributes, but on a smaller level. An analysis of the calculated uncertainty in the pressure drop will determine whether more accuracy is needed to determine if the project can be realized successfully. Using this methodology, the main contributors can be analyzed according to their impact on the concept. Finally, when all contributors have been identified, a total uncertainty can be established and fed into the NPV calculation. The uncertainties in the produced numbers are dependent on accuracy of field data collected by the operator and use of the simulation tools.
OPERATIONAL DESIGN METHODOLOGY
The goal of the operational design methodology is to identify and minimize significant bottlenecks in the full-field system. It includes subsea processing to maximize oil and gas production, and meet the expected production profile set by the client. To achieve these goals, a thorough understanding of system design and operating strategy is required. A holistic modeling approach during the conceptual, feed and EPC phases is achieved by integrating elements from the reservoir to topside, linking the main disciplines, assessing system limitations and including operability from first oil to late-life production.
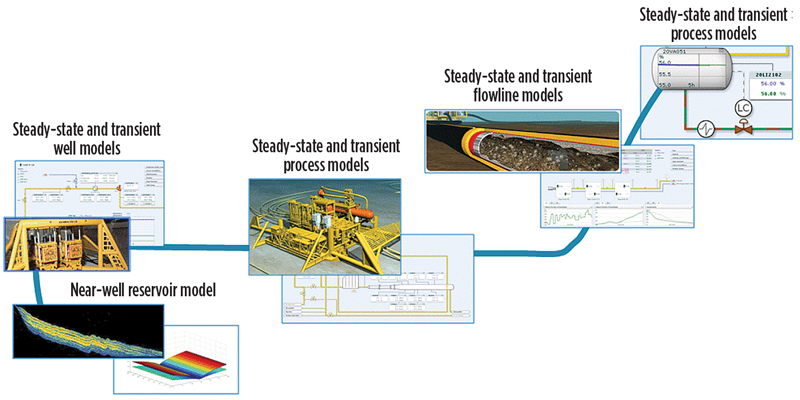
During early conceptual phase, a steady-state integrated simulation model is performed, Fig. 5. The model incorporates all existing constraints and physical information, including platform arrival pressure requirement, in addition to its fluid handling and power capacity; flowline velocity limit and topography; subsea tree and wellbore capacity; well trajectory; reservoir pressure and temperature; and well productivity index.
During the design stage, dynamic simulations using the same full-field model are performed to ensure system operability. In the life-of-field operation, it can be used to perform real-time metering and monitoring, as well as forecasting as an advisory system.
Relating the flowline back pressure with flowing wellhead pressure provides the information of total system production. For the system with subsea processing, the effect of differential pressure, due to boosting, is taken into consideration, calculating the achievable production as compared to natural flow. As a result, production profiles for the different options can be benchmarked. Economic analysis, including the uncertainty analyses, is then performed to identify the optimal configuration. Production rate is regarded as revenue, with subsea equipment and flowlines as Capex, and utilities like power and hydrate inhibition as Opex.
Along with project progress, decisions are taken and knowledge about real field data and system design increases. When this information is fed into the model correspondingly, the uncertainties can be reduced, and model accuracy will increase. This method reduces uncertainty in the NPV calculations, and provide a more accurate optimal recovery along the design phase. It is best to work in close cooperation with the client in reservoir predictions and field operations.
The ultimate benefit of this operational design methodology is to use the same model, both in early phase design and as simulator during commissioning phase, and afterward, in life-of-field, as an online monitoring of overall flow metering and simulator model.
CASE STUDY 1
The following is an example of applying the operational design method in an early conceptual selection. The plan called for an oil brim to be produced in a small greenfield development. As the oil brim could not justify the cost of a full subsea development system, the economy in the project would depend on using existing infrastructure. The existing FPSO that should serve as a receiving facility had limits to volume rates that could be produced throughout the life-of-field and was dependent on production from other nearby fields. The FPSO was situated 90 km from the field, which meant boosting was required. The available power was limited, but it could be provided by a platform 35 km north of the installation. Information provided included fluid properties, in addition to initial reservoir pressure and temperature. Although the provided data were limited, it gave clear boundaries for the production and was sufficiently accurate to make a reasonably safe choice.
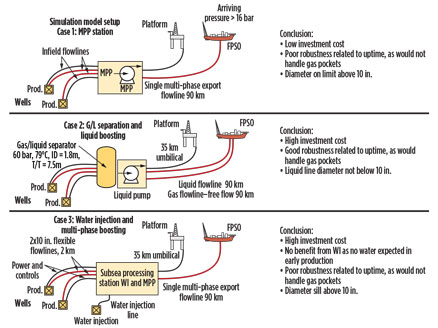
The field data were fed into the full-field integrated design model. Together, with the client’s engineering team, three concepts were short-listed, Fig. 6. One of the main cost drivers was the long, 90-km tie-in from the field to the FPSO. If the diameter of the flowline was larger than 10 in., the model predicted the economy of the development would be poor. Another limitation was the power needed by the subsea processing equipment.
The three different concepts were simulated by the integrated model, and the various benefits were scrutinized. Case 3, with water injection, was ruled out as the concept gave no added value and had a higher cost.
The two remaining concepts differed in investment cost and operational robustness (uptime). Traditionally, the operator would look solely at investment cost. But with the introduction of subsea processing, it was necessary to take all elements of the NPV into account. The Opex part is paid back later in time and is, therefore, more difficult to estimate. Conversely, Case 2 had an optimal oil rate expectation, availability, uptime and operational robustness. Finally, Case 2 was clearly preferable, but the economy was impractical because of the dual flowline cost. It was decided to put the project on hold.
The main lesson learned from using the methodology was the clarity obtained by working in this manner. The project had been evaluated in a more traditional way earlier without full-field simulations, and because of the little information available, no decision had been taken. The conclusion was that the methodology, itself, was of high interest, and that a conceptual selection can be performed early, based on knowledge and not speculation with little information available.
CASE STUDY 2
This example highlights details surrounding a subsea gas compression system. The field’s input parameters are deep water, 2,500 m below sea level, and the flowline from field to shore is 70 km long. The production is wet gas, with continuous MEG injection on the wellheads. In this case, an expected plateau rate was given. The economy of the project would depend on how long the plateau rate could be produced.
During the concept phase, an understanding was reached, that subsea processing was required to give economy to the field, as a rapid decline in reservoir pressure was expected. It was decided to detail out a subsea gas compression system design. The first round of the gas compression system design was based on a traditional design methodology, only looking at the equipment. The design drivers were based on conservative estimates for each discipline without linking them together. The result was a design that needed four parallel compressors to realize the production profile. If that were the case, the NPV calculation clearly stated that there was no economy in the project.
It was agreed to use an operational design approach, using a full-field modeling program. All information on the case was fed into the full-field, steady-state model. During the simulations, different disciplines were linked in the model. Impact on design from different line sizes was compared, linked with compression and natural flow. It was understood that to maintain plateau production, the bottleneck in the system was not in the compressor, but in the onshore receiving facility requirement of plateau production. The simulations established real inlet and outlet conditions to the compressors, and equipment selections and sizing could be made on more realistic design-driving parameters. The selected equipment was implemented in the full-field, integrated model when a realistic power supply could be calculated, Fig. 7.
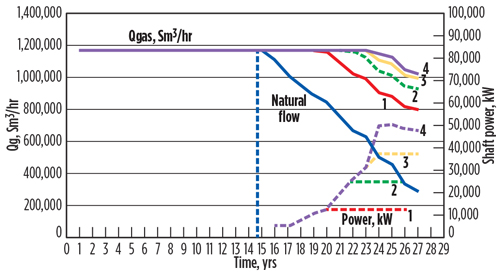
After analysis, an interesting relationship was observed. As the main target was to keep plateau production as long as possible, the philosophy was to add more compression, when the production profile started to decline. It was established that the natural flow would stop after approximately 15 years with no compression. Adding one compressor (red curve) meant plateau production for five more years. Adding two parallel compressors (green curve) meant plateau production for seven more years, while adding three parallel compressors (yellow curve) meant a total added plateau production of eight years.
Finally, the model showed that adding four parallel compressors (purple curve) meant no added plateau production time. Comparing this with the power consumption indicated that there is a non-linear relationship between the production profile and the number of compressors. However, there is a linear relationship between the number of compressors and power consumption. From this plot, it was concluded that the value of adding compressors three and four is relatively low, compared to the increase in plateau production, while the power consumption is three and four times higher than for one/two compressors. Adding compressors three/four would result in increased operational cost, and a power system design three to four times larger.
After analysis, the conclusion was obvious; the system design could be reduced from four to one/two compressors, and the subsea processing system that included the power system design would be reduced accordingly. The initial total cost reduction was 50% to 75%. The result was a leaner, more cost-efficient design. This meant that the economy of the project changed from unrealizable to a good business case, and the project passed the decision gate.
SIMULATION MODELS IMPROVE SUBSEA ECONOMICS
To solve new challenges of high costs and long lead times, a holistic approach to subsea developments has been developed. The potential of subsea processing, and a design methodology that provides decision-makers with a more accurate, realistic picture of a field’s potential, have been obtained. The value of integrating all elements from reservoir to topside, linking the main disciplines, considering system limitations, and including operability from first oil to late-life production, has been shown to be beneficial.
Clearly, this is an effective method to reduce risk and optimize investments. Early decisions can be based on knowledge, and significant design changes can be avoided in late phase. The full-field models are cost-effective ways to easily compare different concepts and optimize design. A cost reduction of 50% to 75% in system design has been obtained, using the operational design methodology versus a traditional method. ![]()
- Advancing offshore decarbonization through electrification of FPSOs (March 2024)
- What's new in production (February 2024)
- Subsea technology- Corrosion monitoring: From failure to success (February 2024)
- Using data to create new completion efficiencies (February 2024)
- U.S. operators reduce activity as crude prices plunge (February 2024)
- U.S. producing gas wells increase despite low prices (February 2024)

