Drilling speed: More savings to be had?
A good starting point for evaluating the potential for faster rates of penetration, as well as longer drilling distances, is drill bit efficiency. As of 2015, the Polycrystalline Diamond Compact (PDC) drilling bit is the most energy-efficient choice. In simple terms, the PDC bit can transform up to about 50% of the input power into rock destruction and removal. This is about twice the efficiency of insert or roller-cone bits.
The least effective method is abrasion, using fast-rotating, diamond impregnated bits. For these systems, also known as turbine or turbo drills, more hydraulic energy is needed, and the efficiency falls 5% to 10% of the total input. The impregnated diamond bit and turbines are, however, often preferred over PDCs for the hardest rock, because they are more robust and tend to yield less non-productive time (NPT).
NO ROCK IS TOO HARD
When comparing the compressive strength of the hardest rock to a premium-quality PDC cutter, the diamond compact comes out stronger by a double-digit ratio. In fact, practically all rock is drillable by the PDC. This statement was documented largely by Moseley, et al. of Hilti Co. Lichtenstein in 2009. As part of its development of a new solution for dry coring of steel-reinforced concrete¹, Hilti turned to PDC cutters, to get away from diamond-impregnated core-heads and dependence on liquid cooling. It was soon realized that the ten-fold improvement in efficiency from the PDC cutter made air cooling fully sufficient.
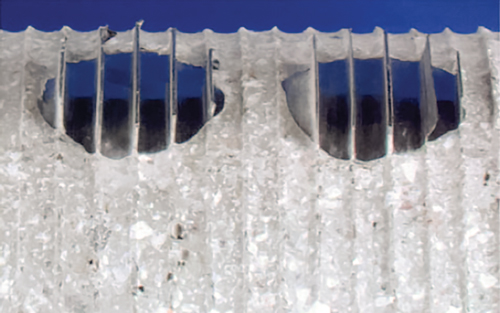
The testing went well in the lab, as can be seen in Fig. 1. On actual coring tests however, chatter would arise from the core head that resonated with the machinery. The chatter caused impact loading and spalling of the cutters. The absolute majority of all failures in the testing program were found to be of this kind. Improvements to the rig made the PDC core head more stable, and the product is now commercial.
The Hilti results in steel-reinforced concrete support, making the PDC cutter the best choice in the search for ultimate drilling performance. But, given the vibration issues that Hilti experienced with a stubby coring machine, how can the PDC bit deliver to its potential at the end of a long, flexible drillstring? Not only does the string stretch, twist and turn under regular drilling, it becomes even more unpredictable during lowering and hoisting. As a result, the value of PDC cutters in oil well drilling is limited to softer formations, where the vast array of vibration effects can be absorbed by the rock without leaving too much damage.
Improvements in the impact resistance of the PDC cutter have expanded its use over time, but its Achilles’ heel remains impact damage, in cases where the bit meets unexpected lenses of hard rock. This article shows how stabilization of the PDC bit can reveal significant potential, in relation to drilling speed and cost savings. The focus is on the rock cutting interface, while the influences of the drilling fluid and wellbore geometry are taken to be constant and, hence, discounted. The same goes for effects from the hydrostatic head.
COMPROMISES IN BIT DESIGN
To reiterate, the Hilti results showed how the potential of the PDC technology was released through effective stabilization of the core head, to prevent overload and damage from impact. Increasing the impact tolerance of the PDC cutter obviously has great value, and a leaching process to reduce the cobalt content of the diamond compact is probably the most significant contribution to PDC technology, since it was introduced.
The leaching process reduces diamond degradation and improves the cutter’s thermal resistance. This affects the ability of the cutting edges to withstand wear and, also, impact. The drill bit designers also have employed computer modeling to better predict and balance the forces acting on the cutting structure, so as to prevent whirling effects, where the bit starts circling on an axis outside of its own center.
A design challenge that remains is to make the same bit drill effectively through different geological formations. A general strategy is to have the cutter angle of attack tilted back and the edges dulled with a “chamfer” to make the contribution from friction more prominent. This stabilizes the reactive torque through formation transitions and helps reduce the torsional variations. Another trick with the same aim is to use fixed skid-pads or buttons to limit the depth of cut, in the event the bit crashes into soft rock. Most of these design elements are counterproductive, with respect to efficiency, and they distinguish underground drilling radically from drilling in homogenous material, where the cutting edge can be adapted specifically to the material.
The use of an extended wear-flat and friction to stabilize the bit is also a source of heat. The PDC’s heat sensitivity causes the cutters’ strength to drop exponentially, above about 350° C, although higher with leached cutters. Critical temperatures are still produced quite easily from friction and cause the cutting edge to wear to a larger radius. This makes the cutting edge sensitive to the lubrication employed while strongly favoring oil-based mud. In sum, the need for compromises in PDC bit design limits its potential for making a big difference.
RESOLVING STICK-SLIP HURTS EFFICIENCY
As discussed previously, the spring characteristics of the drillstring will cause some quite significant distortions to the delivery of power to the bit. It is easy to envision this by imagining what happens when the bit is lowered to bottom: the bit rotates steadily off bottom, but will, most likely, stall as the cutters bite. This is because a gentle lowering of a long string is difficult, and also because the string conveys no torque at this point. With the cutters stuck in the rock, the torque needs time to build until the cutters slip, and the bit turns.
The only means of controlling the system in this phase is to watch the MWD data and hold back on the weight while waiting for the system to stabilize. Drilling efficiency, at this point, is subordinate. Drilling science says that the severity of the stick-slip at the cutting interface is regulated by the axial compliance of the drilling system, i.e. the freedom of the bit to move in the axial (up-down) direction. Consequently, holding back on WOB is a good solution. Alternatively, if axial freedom is compromised, the drilling machine at surface will come to full stop, or a weak component in the string will part.
The key aspect of the influence of axial freedom on stick-slip is the room that it provides for self-excited axial vibrations. Because the axial spring constant of the pipe is significantly higher, compared to the torsional stiffness, such axial vibrations will be excited in a higher frequency domain, compared to the torsional oscillation. These higher-frequency axial vibrations are very effective for breaking up torsional friction and limiting the stick-slip, originating from the cutting interface.
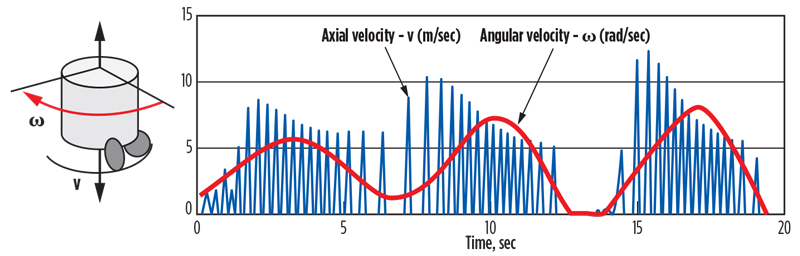
For a decade, a joint group of scientists from Eindhoven University of Technology in the Netherlands and the University of Minnesota (UMN) has led the way on mathematical models of non-linear dynamics in deep drilling operations. One important result of their work is the modeling of the axial vibrations as a limited slip cycle in the rock-cutting interface, and also the coupling between this axial slip cycle and torsional oscillations, as illustrated in Fig. 2. The mathematical model shows how the axial vibrations in the higher-frequency domain will be effective for limiting stick-slip.
Unfortunately, the same axial vibrations will also affect the loading of the cutters and appear to reduce drilling efficiency. It is also easy to imagine what happens, if the formation hardens and more weight is put on to the bit: the stick-slip tendency increases, the axial vibrations intensify and, finally, outbreaks of bit bounce cause PDC impact damage. This axial excitation is what is felt at the drill-floor, if a PDC bit hits hard rock, close to surface.
The limitation in PDC bit life from the escalation of stick-slip to bit bounce was demonstrated in a recent research program on geothermal drilling. A 2012 publication by David W. Raymond, et al., of Sandia National Laboratories in Albuquerque N.M., documents how the premium PDC drill bits were first able to outperform roller-cone bits in basement Augen Gneiss. The stability was, however, found to be challenged by a shortage of rotary power, causing some increasingly severe stick-slip cycles to develop. When the drill bit stalled, it had to be restarted by hoisting it up from the rock. From the surface, it was observed how the ROP faded through multiple repetitions of this process. With the bit back at lab, it was found that all the cutters were damaged by impact in the axial direction.
TESTING THE EFFICIENCY GAP
In an attempt to prevent stick-slip damage to PDC cutters in hard rock drilling, two Norwegian oilfield operators, during 2005 funded the testing of a purpose-built and patented downhole regulator, named the Anti-Stall Tool (AST). This was a telescopic downhole component that would cut back on WOB, when the reactive torque increased. The purpose was to maintain a steady RPM and, thereby, prevent the onset of stick-slip.
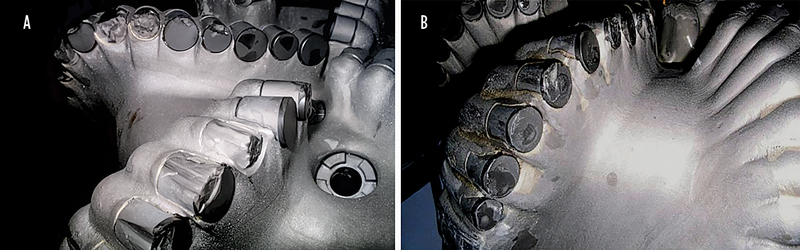
Some initial results from testing on coiled tubing showed that the AST had the desired effect on stalls. Subsequent testing in rotary drilling showed that the system also had an effect on stick-slip. The big surprise was, however, the profound effect that this regulator had on drilling efficiency. In documentation from the 2008 testing⁴ by Selnes, et al. of Statoil, ROP improvement, using the AST, came out in the range of 60% to 115%. Also, identical bits would come out-of-hole in completely different conditions, depending on the use of AST.
Bit photos are shown in Figs. 3a and 3b. Without AST, severe spalling and chipping occurred after just an hour of drilling in a metamorphic, Phylite formation. A short length of pipe was useful for ruling out back-spin as the cause of the cutter damage. With AST, the bit came out in re-runnable condition. The results provided evidence of a significant reduction in severe axial vibrations and a simultaneous improvement in efficiency.
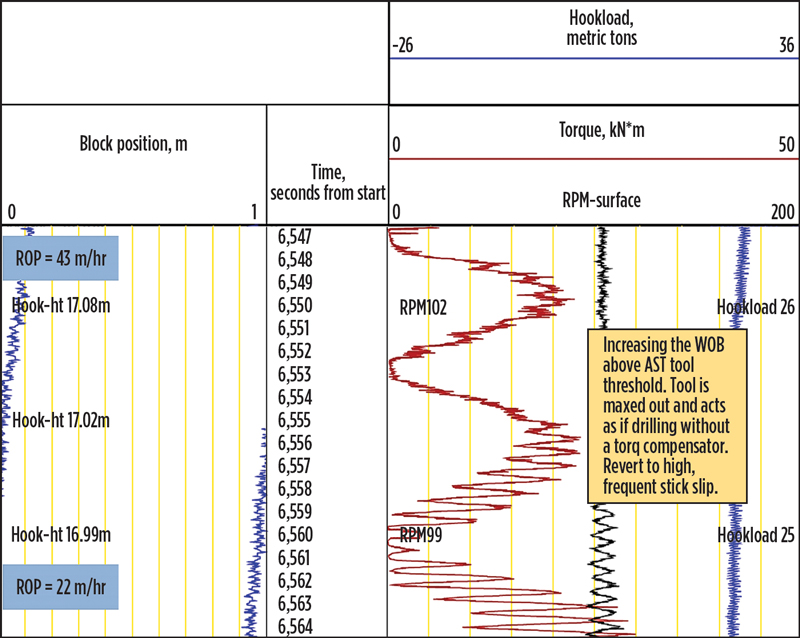
Analysis of the data sampled at 50 Hz showed that the AST stabilized the torsional loading and gave more ROP for the same WOB. In fact, the AST produced as much as three times the ROP for the same WOB. This could only mean that much more of the input energy was converted into drilling. At the same time, bit bounce and cutter damage disappeared. To also verify the effect of the regulator principle while drilling, the WOB was increased until the AST was fully compressed and acted as a stiff collar. With the system left to stabilize itself, the same vibration pattern from the reference test reappeared, causing the efficiency to drop. A data log from such a test is shown in Fig. 4.
From examining the AST field performance in individual comparisons, and also in larger-scale studies, it appears as if a standard drilling system, left to find its own balance, often achieves as little as half its potential rate of penetration.
HEADING FOR THE FUTURE
The use of the AST to counteract stick-slip and improve ROPs has increased, year-on-year, since 2007. At the same time, testing and comparisons have continued, with a view to further improvements. Development has, for the most part, been based on analysis of operations where the AST has not performed convincingly. These less-successful operations have been assumed to reflect boundary conditions for the regulator principle.

In March 2015, a revised system was ready and deployed to a series of pilot wells, both in the North Sea and in the U.S. shale plays. A key element in the improved regulator is a proportional counterforce that comes into effect from zero loading on the bit. This means that the bit can establish a smooth cutting pattern from its first turns on the bottom, and before the full load is applied. A cutaway of the vital components is shown in Fig. 5.
Shale drilling in the U.S. is known to have the most factory-like drilling processes in the industry and was, therefore, an excellent place to launch the new Counterforce AST. In its debut run, in June 2015, the Counterforce AST drilled the fastest well, ever, from vertical to lateral TD, for a major Austin Chalk client. The second Counterforce AST tool in this pilot campaign went on to set a new field record for footage per 24 hr. The operator, being the most experienced in the Permian play, then went on to break the “one mile in 24 hr” mark with tool number three. In the North Sea, the Counterforce AST has achieved similar successes.
CONCLUSIONS
The coupling between torsional and axial vibrations will make any PDC bit drill with steady rotation, within a certain WOB range. This coupling will, however, reduce efficiency and increase the risk of impact damage in hard rock.
When a mechanical regulator is deployed to tweak the timing between the torsional and axial forces, an efficiency improvement is observed, along with reduced risk from impact damage. By opening the load range of the regulator, the gain becomes more consistent. The results reveal a significant remaining potential with PDC drill bits for both faster drilling and reduced NPT. ![]()
REFERENCES
- Moseley, S. G., K.-P. Bohn and M. Goedickemeier, “Core drilling in reinforced concrete using polycrystalline diamond (PCD) cutters: Wear and fracture mechanisms,” Hilti Corporation, Lichtenstein, 2008.
- Besserling, B., N. van der Wouw and H. Nijmeijer, “Model-based analysis and control of axial and torsional stick-slip vibrations in drilling systems,” Department of Mechanical Engineering, Eindhoven University of Technology, The Netherlands, 2009.
- Raymond, David, et al., “PDC bits outperform conventional bit in geothermal drilling project,” Sandia National Laboratories, Albuquerque, N.M., 2012.
- Selnes, K. S., et al., “Drilling difficult formations efficiently with the use of an anti-stall tool,” SPE paper 11874, Statoil, Norway, 2008.

