Proven technologies match hookloads with ideal ultra-deepwater well designs

The continual development of the Gulf of Mexico’s Lower Tertiary Trend, and similarly deep and less understood ultra-deepwater horizons has stretched the limits of current drillships. Indeed, with often salt-canopied targets lying more than 30,000 ft TD below the mud line, the most efficient well design typically involves the landing of large-diameter casing deeper into the formation, thereby providing a more accessible conduit for installing submersible pumps and conducting post-completion intervention. However, the daunting combination of ultra-deep water depths and heavyweight casing strings may require hookloads well beyond the capacities of contemporary drillships. Operators, therefore, are left with no choice, but to compromise optimal well designs to accommodate the prevailing hookload restrictions.
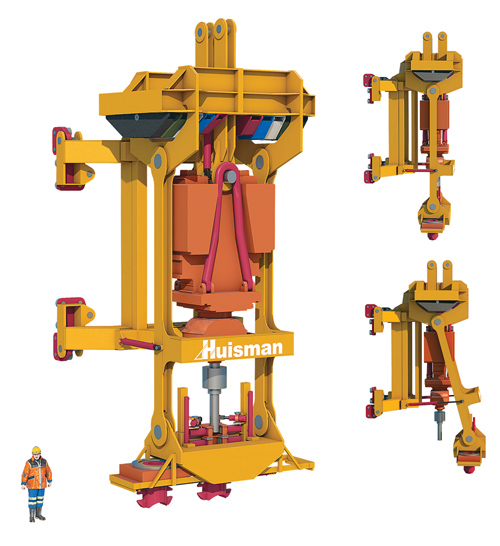
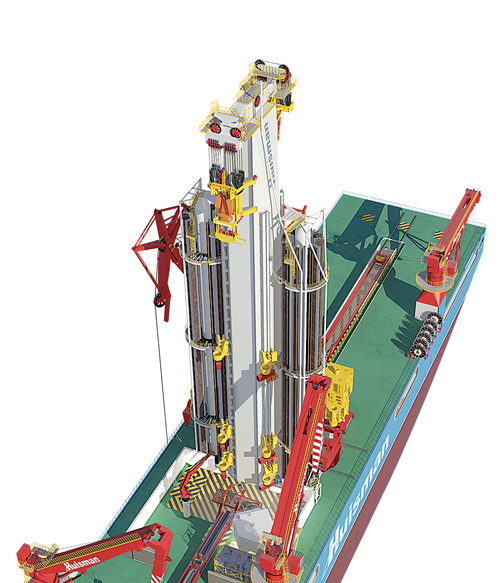
A viable solution is the synergistic exploitation of proven technologies encapsulated in the dual multi-purpose drilling tower (DMPT) to effectively increase drillship hookloads to 3.0 million lb or 3.6 million lb, Fig. 1. Specifically, the step-change advancements—including a patented splittable block that allows for automatic and interchangeable reeving changes (from 8 line falls for tripping and up to 24 line falls for setting extreme casing loads, and vice versa); a distinctive traveling block arrangement, for re-routing the load path away from the load-limited top drive, (Fig. 2); and dual skiddable rotary hang-off tables, to improve minimum friction factors and slip crush factors—combine to enable hookload capacities to be safely aligned to the well design best-suited for the operator’s asset.
Furthermore, without having to re-invent the wheel, current design principals can further be exploited to conceivably increase drillship rated hookloads up to 4.0 million lb.
Importantly, complementing the efficiency drivers engineered into the DMPT is a specially designed moonpool mechanism that allows spontaneous on-vessel, full-load integrity testing up to 10% over the rated hookload.
EXTREME LOAD CHALLENGES
The well documented complications that prevent the deep landing of large-diameter casing strings have been magnified appreciably as measured well depths increase in proportion to deeper waters.1,2,3 In emerging ultra-deepwater plays, such as the Lower Tertiary in the Gulf of Mexico, where deep pay zones are drilled through extremely narrow pore pressure-fracture gradients, the optimal well design calls for setting longer intermediate casing strings, to maintain the desired hole diameter and facilitate access to the production target. However, the considerably heavier loads have underscored the rated hookload restrictions of the current drillship fleet, thereby leading many to settle for less-than-optimal well designs. For instance, as Simpson2, et al, pointed out, some operators had chosen to run otherwise extremely long casing strings as a liner and tieback. While this approach eliminates the need to land heavier loads, the costs and risks are increased tremendously.
Generally, the rated hookload is defined by the nominal load, or the mass that can be suspended, multiplied by a calculated dynamic factor as measured under the crown. The dynamic factor represents a function of the myriad accelerations generated by the hoisting motions, wave-induced vessel oscillations and the use of shock absorbing passive heave compensation. Further, the maximum nominal load that can be suspended under the elevators must also take into account the combined mass of the travelling block, top drive and even the drill line wires, all of which are subtracted from the total nominal load.
Rather than re-engineer the drilling system to increase the critical rated hookloads, technologies incorporated in the DMPT enable the load capacities to be augmented, thus accommodating the desired casing program.
HIGH-CAPACITY DMPT
The high-capacity DMPT system, as incorporated on the recently designed HuisDrill 12000 drillship,4 features the ability to run 180-ft stands of drill pipe and casing and 150-ft riser joints. Further, the system includes, among other evolutionary advancements, dual-drawworks technology that eliminates typical cut-n-slip requirements; separate drilling and construction well centers to permit concurrent operations; no V-door limitations; and redundant active and passive heave compensation systems. Furthermore, the drillship will be designed with four moonpool hang-off points, twice that of conventional drillships, enabling multiple high-load complex operations below the moonpool.
The DMPT has taken these validated technologies to the next level, highlighted with robotic pipe handling using robust, multi-functional manipulators that facilitate genuinely automated tripping speeds of up to 5,000 ft/hr with the 180-ft stands of drill pipe.
Consequently, owing to the flexibility intrinsic to the DMPT design, hookload capacity can be readily increased from a basic 2.4 to 3.0 million lb and up to 3.6 million lb, using existing and validated technologies that target the three primary elements dictating hookload capacity, namely the hoisting mechanism, the traveling block-top drive relationship and the rotary hang-off table.
INCREASED HOISTING CAPACITY
A key efficiency enabler of the DMPT, the fingertip-controlled splittable block allows for higher load capacities, by virtue of isolated reeving of the block, without having to re-reeve the entire system, Fig. 3. In other words, with the unique splittable block, the driller can sequentially reeve from 16 to 20 to 24 line falls, effectively increasing rated hookloads to 3.0 million lb or 3.6 million lb to facilitate the landing of extreme casing loads. Afterward, 8 or 12 lines can be re-reeved in less than a minute for tripping 180-ft stands of drill pipe back in hole.
As per the aforementioned rated hookload definition, with a rated load of 3.6 million lb, for example, the DMPT could set a combined casing and landing string weight of 2.64 million lb, taking into consideration a dynamic factor of 1.2 and the combined mass of the travelling block, top drive and drill line wires of 361 klb. Similarly, with a rated load of 4.0 million lb, the DMPT could set a combined casing and landing string that weighs 2.9 million lb.
Along with the capacity to expeditiously increase hookloads, the splittable block likewise helps increase tripping speeds, decreases waiting-on-weather (WOW) downtime by expanding the workable weather window and reduces incident-related NPT often associated with reeving changes.
Moreover, the DMPT engineered for hook loads of up to 3.6 million lb incorporates a field proven dual draw works system rated to 6,200 hp (upgradable to 7,200 hp) and standard 2-in. drill line. The DMPT for the HuisDrill 12000 can be equipped with dual 50-ft passive heave cylinders.
Utilizing these existing and flexible design principles, rated hookloads of up to 4.0 million lb can be achieved with minimal upgrades to the drilling system draw works capacity and drill line size. Specifically, achieving a rated hookload of 4.0 million lb is a relatively simple proposition that requires slightly increasing the drill line to 2¼ in., increasing the draw works to 9,000 hp and setting the reeving to 20 line falls, with the splittable block enabling efficient re-reeving to 8 or 12 lines for tripping drill pipe back in hole.
RE-ROUTING THE LOAD PATH
Experience has shown that exceeding the maximum load restrictions of conventional top drives, which now peak at around 1,500 tons, precipitates destroyed quill shafts and other economically crippling failures. Since conventionally increasing top-drive capacities to exceed the current 1,500-ton limit is largely impractical and economically prohibitive, the ideal alternative is to re-direct the heavy load paths away from the top drive.
Accordingly, a distinctive traveling block arrangement re-routes the load path, including all drilling and casing-handling functions, around the top drive, thereby making for a less-complex top-drive system, while also enabling appreciably higher loads under the elevator. Thus, the top drive itself is relegated to a mechanism, with the sole responsibility of rotating pipe and circulating fluids. The re-routing of extreme drilling and casing loads away from the top drive is essential to accommodate the safe and efficient landing of extreme loads.

Specifically, the drill pipe or casing loads are suspended by the travelling block arrangement, which incorporates an exclusive load-bearing concentric elevator with inserts matching the tool joint shoulder. The traveling block lowers the elevator over the pipe, whereupon the elevator inserts are engaged. Once engaged, the elevator suspends the entire load and rotates on a thrust bearing, which is built into the hang-off structure. Consequently, the entire drill string or casing load is effectively re-routed around the top drive, which, therefore, never encounters the axial loads associated with extreme casing and drill string loads.
SKIDDABLE HANG-OFF TABLES
The enormous loads associated with landing long strings of large-diameter casing also increase the risks of slip crushing and raises concern over the minimum friction factors necessary to hold the tremendous loads. Unique to the DMPT, a dual skiddable rotary hang-off table accommodates a distinctive set of power slips incorporating longer 36-in. slips for 3.0 million-lb hookload capacities, thus significantly improving the slip-crush factor when setting heavy loads, Fig. 4.
Moreover, the power slips incorporate an 18° wedge angle and feature a patent-pending slip arrangement that utilizes a set of rollers and a parallelogram mechanism that opens up to 21-in., and can handle pipe diameters between 3½-in. and 9¾-in. without changing inserts.
In addition, the roller/parallelogram configuration on the backside of the slip segments essentially eliminates friction on the back of the wedge, thereby reducing the minimum required friction factor and ensuring a constant load factor, the importance of which increases with heavier loads. The longer distinctive slips and roller-parallelogram arrangement significantly reduces the risks of slipping pipe and pipe crushing
Furthermore, research confirms that a modest lengthening of the slip inserts could enable modification of the dual rotary hang-off tables to accommodate rated hookloads of up to 3.6 million lb or 4.0 million lb.
During operation, and with the travelling block/top drive suspending the drill string in the drilling well center, one of the hang-off tables is set up off the critical path, specifically for running casing, thereby allowing ultra-fast change-overs from drill pipe to casing, or vice versa. Once skidded out of the critical path, a 75½-in.-wide opening clears the way for large centralizers and other downhole equipment to be lowered through the well center, and do so without requiring the removal of bushings and adaptor rings. According to operators, the ability to change power slips outside the critical path can cut multiple days from well delivery times, saving up to 5% on well delivery days on some wells.
FULL-LOAD TESTING
To ensure full integrity and any future regulatory and/or specific operator compliance requirements, decades of experience engineering heavy-lift cranes, requiring certification of rated capacities, were brought to bear in a specially designed arrangement in the moonpool allowing on-vessel full-load testing. By building supports in the moonpool specifically designed to easily accommodate the installation of a spreader I-beam with a calibrated load cell, operators can perform load tests to 10% over the rated load of the DMPT anytime/anywhere prior to initiating a critical extreme casing setting operation.
Moreover, only critical welds require post-load test inspection, which is carried out safely and efficiently from protected work platforms inside the tower. ![]()
REFERENCES
- Brock, J. N., B. Chandler, C. Selen, J. Dugas, W. White, M. Vasquez and A. Jonnalagadda, “Innovative tubular, hoisting, and deepwater rig designs extend hook load envelope to 2,000,000 pounds,” SPE paper 51140, presented at the IADC/SPE Drilling Conference and Exhibition, San Diego, Calif., March 6-8, 2012.
- Simpson, B., M. L. Payne, M. J. Jellison and B. A. Adams, “2,000,000 lb landing string developments: Novel slipless technology extends the deepwater operating envelope,” SPE paper 87186, presented at IADC/SPE Drilling Conference, Dallas, Texas, March 2-4, 2004.
- Sathuvalli, U. B., P. V. Suryanarayana, M. L. Payne and J. Shepard, “Advanced slip-crushing considerations for deepwater drilling,” SPE paper 80169, SPE Drilling & Completion, December 2002.
- Wijning, D., “Dual multi-purpose tower engineered to cut ultra-deepwater well delivery costs,” World Oil, April 2015.
- Coiled tubing drilling’s role in the energy transition (March 2024)
- Advancing offshore decarbonization through electrification of FPSOs (March 2024)
- Subsea technology- Corrosion monitoring: From failure to success (February 2024)
- Digital tool kit enhances real-time decision-making to improve drilling efficiency and performance (February 2024)
- E&P outside the U.S. maintains a disciplined pace (February 2024)
- Prices and governmental policies combine to stymie Canadian upstream growth (February 2024)

