In Canada, Joslyn Field’s hot heavy-oil production improves with long-lasting pump technology
Jean-Louis Beauquin, Felix Ndinemenu, Total SA; Gilles Chalier, Total E&P Canada; Lionel Lemay, Laurent Seince, PCM and Sheldon Jahn, Kudu Industries Inc.
Finding a reliable artificial lift pumping system for heavy oil thermal recovery has been a challenge because of the high operating temperatures (>150°C or 302°F). Rod pumps, Electrical Submersible Pumps (ESP) and elastomer Progressive Cavity Pumps (PCP) have limits for thermal production. Through research by PCM and Total, a patented high-temperature, elastomer-free PCP system, the PCM Vulcain, has been developed to meet the thermal recovery challenge. This article presents results of the first Steam Assisted Gravity Drainage (SAGD) field trial of this system performed in Joslyn Field, Canada.
Recovery of extra heavy oil in Canadian and Venezuelan oil sands by thermal processes has been on the increase thanks to high oil prices. The main challenge with hot pumping is the high temperatures-up to 260°C (500°F) for SAGD and 350°C (662°F) for Cyclic Steam Stimulation (CSS). Artificial lift is required due to the crude’s high density, thick viscosity and low reservoir pressures.
Pumping techniques are used because of their higher efficiency and ability to generate more surface head than gas lift techniques. Beam/jack pumps, ESP and elastomer PCP all have limitations for hot production. Beam pumps offer high temperature service, but have limited flowrate. ESPs are limited by their maximum operating temperature. For the PCP, elastomer operating temperature (max. 150°C) is the limitation. Through research by PCM and Total, Metal PCP (MPCP) technology has been developed using a proprietary manufacturing technique to meet the high-temperature requirement of SAGD and other thermal recovery processes.
METAL PCP
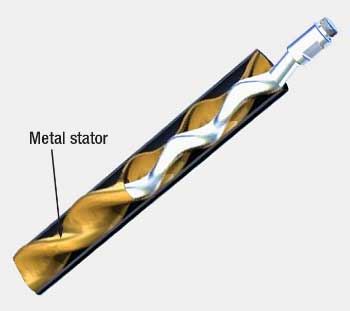
PCPs are known for their simplicity of design and operation. The pump is composed of a stator, which has dual-helical profile, and the rotor with a single-helical profile mated to the stator profile. Spinning the rotor creates progressing cavities to move fluid at a constant flow rate for a given rotor rpm. In the conventional PCP, the stator’s helical profile is made of elastomer, Fig. 1, which is glued to an external metal tube. The rotor fits the stator with negative clearance.
 |
|
Fig. 1. Conventional PCPs have an elastomer stator profile glued to an external metal tube.
|
|
For the MPCP, the stator is metal to withstand very high temperatures, as is the metallic helical profile, Fig. 2. The stator is composed of three 9-ft elements that are welded into a single unit. The rotor fits the stator with positive clearance. Both are coated for high temperature and wear resistance.
 |
|
Fig. 2. The metallic helical stator profile is produced by a proprietary process.
|
|
MPCP advantages include:
- Easy flow rate control
- Easy installation
- High operating temperature range (up to 350°C)
- Accept low or high viscosities
- Low net positive suction head
- No emulsions formation
- Starts easy at higher viscosities.
The MPCP is presently designed for an 8,000 hr lifetime (minimum one service year) and can handle sand in the produced oil.
DEVELOPMENT
MPCP research was launched in the mid-1990s by PCM and Total. Several processes were tested to find one that was successful for industrialization, performance and cost. By 2005, two prototypes were produced and bench tested at Total’s CERT research centers in Gonfreville, France. This included multiple performance tests-up to 400 rpm, 135 bars and 200°C (392°F)-and a six-week endurance test at 400 rpm, 130 bar and 150°C.
Even with the first industrial prototypes, the bench tests showed encouraging results,1 with overall efficiency reaching 65%, Fig. 3. It also confirmed one of the pump’s strengths, a broad viscosity-handling capability. The MPCP’s overall efficiency is not very sensitive to ∆P, but improves with rpm. For lower viscosities at high temperature, the overall efficiency decreases with increasing ∆P due to internal fluid slippage, but this is strongly improved by higher rpm.
 |
|
Fig. 3. Bench tests of the 400 MET1000 MPCP showed an overall efficiency reaching 65%.
|
|
Abrasion resistance testing was done at CETIM in Nantes, France with various coatings on both rotor and stator, leading to the best coating compromise. This issue was difficult because metallic coating of a long, hollow, helical pump component is uncommon. Improvements have been made in the manufacturing process and coatings thickness, providing superior performance and resistance.
Since 2006, three MPCP models, 400MET1000, 550MET750 and 1100MET500, are available to cover a wide range of flowrates for heavy oil production. The first number gives the maximum rate in cubic meters per day (cmd) at zero head and 500 rpm, while the second number gives the nominal head capacity in meters of water equivalent. The pumps are rated to 350°C.
To date, 18 MPCPs have been installed by Total in SAGD wells in Canada following successful field trials in two wells. The first SAGD field trial achieved 12-months run-life without failure before replacement. Replacement was due to normal efficiency degradation, but it could have run longer. Three premature failures have occurred, linked to wear, vibration or pump off.
JOSLYN FIELD TRIAL
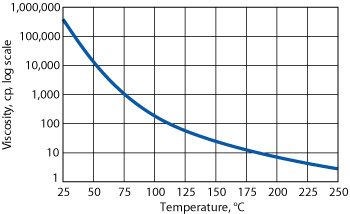
The Joslyn lease is a very shallow (<100 m TVD), low pressure field in the Athabasca oil sands of Alberta, Canada. Crude oil is 8° API with viscosity around 1.7 million cp at virgin reservoir conditions, Fig. 4. In a dedicated area of the lease, SAGD is used to produce bitumen through horizontal well pairs. SAGD (Phase 1) started in September 2004 with a pilot well pair initially equipped with a beam pump that was replaced a few months later with an ESP due to capacity limitations.
 |
|
Fig. 4. Joslyn Field crude oil is 8° API gravity with viscosity around 1.7 million cp at virgin reservoir conditions.
|
|
In Phase 2, 17 additional well pairs were drilled in 2006. The first three pairs to come on stream in September 2006 were equipped with ESPs. During that time, a fourth well (Well A) was converted to SAGD production using the first MPCP. A few months later, following an ESP failure, a second MPCP was installed (Well B). Presently, out of 12 production wells, 11 are producing with MPCPs and one well with an ESP, Fig. 5. All the pumped wells are equipped with topside and downhole instrumentation for real-time performance data.
 |
|
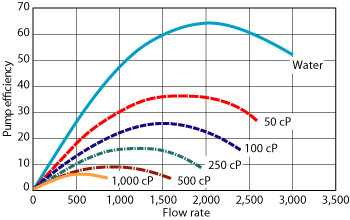
Fig. 5. This typical profile shows the strong impact of viscosity on ESP efficiency.
|
|
WELL A
The first pump model installed was a 550MET750, with a theoretical capacity of 1.1 cmd/rpm. MPCP was landed at 327 m MD at an inclination of 86° with 4½-in. production tubing. A topdrive system was used with 1.9-in. OD hollow rods for motorization.
The MPCP started producing mid-October 2006 at 150 rpm. Initial volumetric efficiency was about 55%. During this startup phase of the SAGD well pair, downhole temperature was below 120°C (248°F) and bitumen viscosity generated some resistance to the flow. It is during that period that the lowest intake pressure at the pump was seen at 440 kPa. With increased pressure communication between injector and producer, pump intake pressure gradually increased and pump speed was ramped up in parallel from 150 rpm to 340 rpm. BHT rose to ~160°C (320°F). Pump volumetric efficiency remained relatively constant around 45% to 50%, but was becoming very sensitive to BHT above 160°C.
About 5.5 months after start up, pump efficiency seemed to drop slightly to about 40%; pump speed was increased to 350 rpm and then 360 rpm to compensate. This speed was deemed optimal to reduce wear and vibration problems. However, the maximum speed reached was 420 rpm to sustain production rate during the pump’s last month, when efficiency was 36%.
The pump ran 12 months before being replaced in October 2007 without actual failure. The performance exceeded expectations. Increasing the pump speed to 420 rpm allowed researchers to ascertain maximum rpm limits in relation to wear and overall run life. The pump inspection after the workover showed significant wear on the rotor’s top and bottom third; the middle third showed little wear. The differential wear coincides with the length of the three stator elements. This indicates that most of the production near the end of the pump run was due to the rotor’s middle section. This speaks well of the pumping technology’s ruggedness.
WELL B
Well B started with an ESP and produced about 2.5 months before the ESP failed. During this initial phase, it proved difficult to keep the ESP running continuously and impossible to increase the total flow rate above 50 cmd. This ESP was oversized compared to the initial well production rate and was working at the very low range of its envelope. Researchers believe that the strong viscosity contrast of the produced fluid and the ESP’s limited ability to handle erratic inflow were the main reasons for poor performance. However, these are the typical well conditions on production startup. Conditions are even more acute at Joslyn due to limited reservoir warm-up prior to production and the unavoidable wellbore cooling during pump installation. The other two wells with ESPs showed similar problems.
When the ESP failed, another MPCP was tried to see if a MPCP could solve these issues. This second pump was a 400MET1000, with a theoretical capacity of 0.8 cmd/rpm. The PCP was landed at 309 m MD at an inclination of 88° with 4½-in. production tubing. A topdrive system was used with 1.9-in.-OD hollow rods for motorization.
This MPCP started producing mid-February 2007 and pump speed was quickly ramped up to 155 rpm, and then gradually to 210 rpm. Pump volumetric efficiency was consistently very high at about 80%. Liquid flow rate reached 150 cmd and 145°C (293°F) BHT with a pump intake pressure of about 800 kPa.
About two months after start-up, pump efficiency dropped to 45-50%. However, the well continued to warm to 164°C (327°F) at the pump. At the time of writing, this MPCP is running at 350 rpm with a 52% volumetric efficiency. It has been running for nearly 10 months with almost no downtime.
PUMP PERFORMANCE
The field trial of the first MPCP in a low pressure SAGD operation demonstrates that a MPCP can successfully start a SAGD well pair even at relatively low BHT. Contrary to other SAGD projects, Joslyn wells are directly converted to pumping after the steam circulation phase.
Figure 5 shows a typical ESP efficiency profile, with the strong impact of viscosity. At 250 cp, overall efficiency of an ESP may be divided by 4 to 5 (from 65% to 15%) and its best efficiency flow rate is reduced to 50% of the designed value for water. Even with lower fluid viscosity, efficiency still drops from 65% to 35%. The best efficiency flow rate and its best efficiency may be reduced to 50% of the designed water value.
In Joslyn’s case, bitumen viscosity is about 250 cp at 85°C (185°F), 50 cp at 125°C (257°F) and still about 15 cp at 160°C (320°F), when water viscosity has dropped below 0.5 cp. That is why, even in steady hot production, the pumped fluid may still be quite viscous and susceptible to viscous emulsion. Sometimes, a cold portion of crude entering the pump may be flowing down temporarily from the annulus, where the dynamic fluid level is returning to equilibrium. Therefore, it is not surprising that ESP did not allow Joslyn producing wells to reach the best productivity.
However, the problem could be worse when we consider transient conditions encountered by producing SAGD wells; such as well re-start, downgraded or late-life production. In these circumstances, the pump intake probably has to swallow a mixture of viscous slugs and even plugs of bitumen bathed in hot water. Besides drastically lowering performance of ESP vanes and disturbing the interior flow, such slugs may damage the pump with induced vibrations, shocks or hydraulic hammers on the pump shaft.
With PCPs, keeping the well hot is not so critical. The well can cool without compromising start-up. At Joslyn, the conversion to MPCP removed the need for live-well interventions, saving time and reducing risks.
Moreover, MPCPs are very easy to control and flow rate can be set by adjusting the rod speed at the viariable frequency drive. This allows for a very precise control of well behavior and makes optimization possible. Pump sub-cool and reservoir sub-cool can be optimized with great accuracy, so that bitumen production is maximized. MPCPs at Joslyn have demonstrated a very good performance with low pump intake sub-cool. However, the volumetric efficiency of the MPCP is a challenge. This efficiency can be affected by the head applied to the pump, due to positive rotor clearance and its increase with wear. The MPCP in Well A showed an overall gradual efficiency decrease with time consistent with normal wear. The MPCP in Well B showed a high initial efficiency, but it dropped suddenly after two months and is now stable.
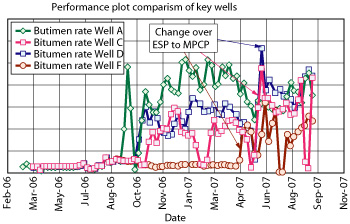
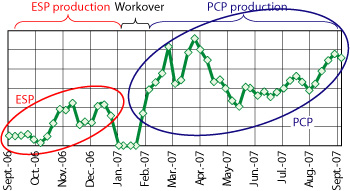
It is important to mention that the production rate of these first two MPCP wells exceeded that from the ESP wells. Following these promising results, 18 MPCPs have been installed, four of them in replacement of existing ESP installations. MPCP’s production rates average about 60% higher than the ESPs run in the same well with a more continuous/smoother performance. The MPCP is a preferred option for low-pressure SAGD wells. Figure 6 shows the production profiles with ESP and after conversion to MPCP. Figure 7 shows a similar plot for Well B. Based on Joslyn experience, run life is presently 10-12 months.
 |
|
Fig. 6. The rate plot for Well A also shows better performance than the ESP wells, while Wells C, D, E and F show improved performance after conversion from ESP to MPCP.
|
|
 |
|
Fig. 7. The production profile for Well B shows production improvement after conversion to MPCP from ESP.
|
|
CONCERNS
Out of the 18 MPCP installed, three premature failures occurred. Failure analysis indicated rotor wear and stator cracking under localized fatigue promoted by vibration. Compared with a traditional elastomer PCP, the MPCP has better behavior independent of temperature and no chemical interaction with the fluid. On the negative side, there is no elastomer energy absorption (unbalance is proportional to the rotor mass and square the pump speed, both for elastomer and metal pump, but dampening is less with metal pump) or sensitivity to metal friction wear.
To cope with the drawbacks, several improvements were implemented:
- The stator connection to the external envelope was reinforced to minimize displacement and improve energy transfer to the external envelop-reducing the stator stress by a 4:1 ratio
- Installation was shifted to the tangent section to decrease stress on the equipment
- A no-turn tool and anti-vibration sub was used so that the casing absorbed any unbalance
- Wellhead pressure was set high enough to keep the rod string in tension and eliminate rod buckling
- Additives in coating.
These improvements were done using detailed failure analysis, dynamic modeling of the pump and system using fast-Fourier-transform analysis and numerical simulation. Dynamic behavior calculation was validated with bench test measurements.
Field runs of the improved pumps started in October 2007 and are showing good results. Further design improvement is under way to improve efficiency and extend stator run-life.
CONCLUSION
The field trials show the MPCP as a promising artificial lift technology for hot production. Presently 14 MPCPs’ are running in Canada for SAGD operations and more installations are planned in 2008. Further development work is being done to improve the overall performance/service delivery in pump efficiency, solids handling and run-life.
In summary, the metal PCP provides solution to several important challenges including:
- High temperature service
- Low intake pressure
- No emulsion formation
- Robustness and low sensitivity to high or changing viscosity
- Low power
- Operational simplicity
Finally, this fully metallic progressing cavity pump meets not only the high temperature requirement of all thermal production, but also is well suited for low pressure SAGD, where erratic flow and high/changing viscosity are often a challenge. 
ACKNOWLEDGEMENT
The authors thank the management of Total SA, Total E&P Canada, PCM and Kudu Industries Inc. for permission to publish as well as their support of our research effort. This article was prepared from a paper presented at the World Heavy Oil Congress on March 10-12, 2008.
LITERATURE CITED
1 Beauquin, J. L. and C.Boireau, Total SA, L. Lemay and L. Seince, PCM, “Development status of a metal progressing cavity pump for heavy oil and hot production wells,” SPE 97796 presented at the 2005 SPE International Thermal Operations and Heavy Oil Symposium, Calgary, Alberta, Canada, November 1-3, 2005.
|
THE AUTHORS
|
| |
Jean-Louis Beauquin earned a master’s degree in mechanical engineering from the Ecole Nationale des Arts et Industries de Strasbourg (ENSAIS) and a master’s degree in petroleum engineering from Ecole Nationale Superieure des Petroles et Moteurs (ENSPM) in Paris. He began with a 6-yr experience in onshore and offshore field operations in Europe and Africa. In 1992, he joined the well performance group leading studies and R&D projects. He works as a senior advisor for Total in the Well Productivity Engineering Department.
|
|
| |
Felix Ndinemenu earned a B. Eng. degree in petroleum engineering from University of Port Harvourt and an MBA from Delta State University. He has over 18 years’ experience in the E&P industry in drilling, completion, well stimulation and production technology. Ndinemenu is presently R&D co-ordinator for heavy oil drilling & well productivity for Total SA in Pau, France.
|
|
| |
Gilles Chalier earned an Engineering degree from the Paris School of Mines and started his career with Total in 1993. After working as Reservoir Engineer and then Drilling Engineer in the North Sea and the Middle East, he became involved in artificial lift and extra heavy oil production in Venezuela on the SINCOR Project. In 2004, he was transferred to Alberta, Canada to work on SAGD oil sand projects as well technology manager for Total E&P Canada.
|
|
| |
Lionel Lemay earned a Mechanical Engineer degree from CNAM. He began his career with five years at Graco France, as testing division manager. He joined PCM in 1987 to develop new industrial pumps and has been R&D project manager for Oil and Gas Innovation department since 1994. Lemay is the manager for PCM Vulcain development and has developed patents for that new technology.
|
|
| |
Laurent Seince earned an MS degree in mechanical engineering from the Ecole Nationale Supérieure de Mécanique et des Microtechniques. He spent seven years in Alstom’s fluid and mechanics division as a mechanical engineer and project manager before joining PCM in 1996 to develop new products in artificial lift. He works at PCM as research and development manager for the Oil and Gas Division.
|
|
| |
Sheldon Jahn earned a Petroleum Engineering Technology degree from S.A.I.T. in 1995. He has 14 years of progressing cavity pump experience in 13 countries, working in a wide variety of reservoir conditions and environments. He began his career at Kudu Industries Inc. as a field technician and moved through positions in technical sales and as international product manager. Jahn is presently in Business Development of New Technologies.
|
|
|

