Controlled-pressure drilling system proved offshore UK
UNDERBALANCED DRILLINGControlled-pressure drilling system proved offshore UKUnderbalanced drilling system comprises new 5,000-psi rotating BOP and an advanced, high-pressure, gas / liquid / solids separating and handling systemKevin Schmigel, Deutag UK Ltd. and Simon R. Peach, Northland Energy Corp.
The higher-rated equipment also allows operators to drill to more challenging flow limits – well beyond that of traditional UBD equipment. By increasing the drilling limits of the equipment, wells can be drilled farther, giving increased reservoir exposure and prolonged production – hence, reducing the number of future re-entries required in a particular field to achieve reservoir drainage.
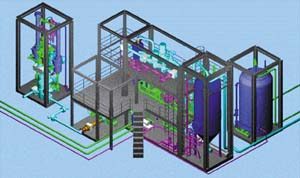
Design Aspects Of 5K RBOP A 5,000-psi rotating blowout preventer (RBOP) has recently been introduced to the contractor’s land operations, which will allow it to meet operators’ future requirements, both onshore and offshore, Fig. 1. The development of the proprietary 5K RBOP has accelerated the introduction of UBD to higher-pressured reservoirs. The new BOP is based on the very successful technology of the 2K RBOP, which has been deployed on more than 2,000 wells worldwide. The RBOP is a true rotating BOP. It is an active-sealing device that is hydraulically actuated and microprocessor controlled / monitored. It is designed in accordance with the accepted industry standard – API Spec 16A for annular BOPs – and to ASME pressure-vessel codes. The polymers used, coupled with the unique double-element design, reduce tool-joint drag and, therefore, extend element life. The design compensates for wear on the packers and will still seal even if the packer is totally consumed. The RBOP is designed to be mounted on top of the annular BOP or snubbing BOP stack. It is controlled by an independent hydraulic unit which monitors wellbore pressure underneath the sealing packers of the new BOP. The system is controlled from the remote control panel, typically mounted in the driller’s cabin, ensuring good communications at all times. Advanced Four-Phase Separation Technology To enable development of high-pressure gas fields using UBD techniques, a new, high-pressure, four-phase surface separation system has recently been introduced, Fig. 2. The system evolved from experiences gained by the Deutag-Northland Alliance working in the Southern North Sea and Java Sea over the last three years, as well as experience on more than 3,000 on-land UBD wells.
The system is designed primarily for offshore applications, but items of the design will be incorporated into future onshore units. The package is designed to withstand much higher pressures and production volumes of both liquid and gas, and may be configured to re-inject produced gases without requiring additional equipment. Most UBD operations produce high volumes of gas and cuttings at surface – an abrasive and destructive combination. Components are specifically designed for durability, to reduce both maintenance intervals and non-productive time at the rig site. System design also allows for the package to be used for drilling, cleanup and well / production testing operations. The system has recently completed its first well offshore. High-pressure gas handling. The system has been designed to allow for the stripping of gas from returning fluid at high pressures – up to 5,000 psi, Fig. 3. The gas-stripping system enables stream splitting of the gas phase, which minimizes gas flow to the main separator package. The removal of this gas significantly reduces erosion of high-pressure chokes and pipe work, thus minimizing downtime. In addition to the traditional flaring of gas returns, the high-pressure system also has the added benefit of allowing the gas to be returned to the production facility with minimal or no compression.
The system currently employs two gas-stripping units in parallel. Each unit is capable of handling 15,000 bpd liquid and 75 MMscfd gas. The typical operational efficiency of the gas-stripping unit in both phases is in the range of 95%. Liquid / solids handling. Once the primary gas is stripped off using the high-pressure gas handling system, remaining gas, liquids and solids are then transferred to the lower-pressure separation facility for final separation, Fig. 4. Liquids are separated at lower pressure using a specially-designed, vertical separation vessel. The vessel is designed to handle 30,000 bpd. The shape of the vessel makes it ideal for transferring cuttings, as well.
A specially adapted cyclone pump, Merpro’s patented TORE, is used for pumping solids out of the bottom of the vessel. The system is a hydraulic conveyor with no moving parts. It consists of a concentric feed section that has a central discharge tube, where a motive fluid (such as drilling fluid) is used to displace process material. Unlike a conventional Moineau pump system, TORE can handle a slurry solids concentration as high as 64% by mass. In addition, it has no moving mechanical parts and, therefore, is unlikely to become blocked, even during periods of stop / start activity. The system is capable of evacuating 500 bpd solids. Environmental concerns. The separation / handling technology described is designed to meet and exceed current North Sea specs. All design criteria are implemented as per strict Health and Safety guidelines and environmental regulations. The system is designed to be environmentally friendly, and is a totally closed loop system that can also reduce the requirement for flaring. This obviously is advantageous to the environment, but also has a significant economic benefit, as gas is either sent to production or re-injected. Advanced control systems. The system is automated, which reduces the number of personnel required for its operation. It makes the system easier to monitor and safer to operate. It also allows for many components of the modules to be compact, again reducing overall size. A central control module houses a pneumatic / electric / hydraulic control system for the entire process. The module provides controlled automation through a Programmable Logic Controller (PLC). The PLC provides an interface for the operator to control the surface separation process by pre-setting the required process variables. A Human Machine Interface (HMI) provides the operator with key drilling information, Emergency Shut Down (ESD) and alarm data, and control of process variables. Key valves, chokes and pumps may be operated via hand control from this module. Electronic measuring devices are in place for process control and monitoring purposes. The data acquisition / control system has the capability to send a digital transmission to another party for data compilation and processing using standard WITS protocol. Safety systems. The Surface Separation Safety system is designed to detect and respond to abnormal UBD operating conditions to ultimately protect personnel, the environment and the facilities. The UBD surface separation package safety philosophy is designed to provide three-stage system protection as follows: 1st Stage – DAT system and mechanical monitoring: Instrumentation, audible and visual alarms. 2nd Stage – Emergency shutdown system: Emergency shutdown is in two forms, localized and full emergency shutdown. A localized shutdown will automatically stop and isolate a single internal process stream in a safe and logical sequence as required. All localized shutdowns are associated with the primary vertical separator. A full-emergency shutdown will automatically be triggered during breach of a safety-critical condition. Manual stations are also available to initiate the full-emergency shutdown. In such an event, all input sources to the UBD package will be isolated. 3rd Stage – Pressure safety relief devices: In addition to team safety philosophy, the UBD Surface Separation Package Safety System has been designed to vent the system if maximum working conditions are exceeded. Transportation and rig up. The package is designed around 10-t modules built within standard container frameworks and specifically designed to work on a 116 C rig. The 10-t limit allows the use of small offshore cranes and unrestricted road transportation. Some modules are designed so that they are stackable. This allows surface separation equipment to be positioned in a number of different configurations, allowing the flexibility to suit all offshore locations. Certification. All components of the separation
package have been designed and fabricated to latest technical standards. All components meet current lifting,
vessel and piping codes as dictated by region. Acknowledgment The authors wish to thank the management and staff of the Deutag UK and Northland UBD Alliance for their help in the composition of this article.
|