The changing face of underbalanced drilling technology
The changing face of underbalanced drilling technologyPart III – Six-year case history of pressure-depleted reservoir exploitation in Western Canada and evolution of cost-saving, integrated UBD packageR. Teichrob, P. Eng., Tesco Product Development; and D. Baillargeon, P. Eng., Tesco Integrated Services, Calgary, Canada
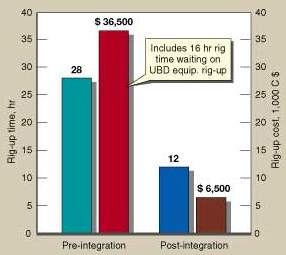
Part II demonstrated how the various components required to drill an underbalanced well have been tied together through macro-control systems / data acquisition, crew structure and training. The model on which the text was based is Tesco Corp.’s Integrated Underbalanced Drilling Package. This concluding article illustrates the concepts with a long-term case history (1994 through 1999) of continuing development of Helmut field – and its pressure-depleted, Jean Marie reservoir gas play – utilizing underbalanced drilling (UBD) technology. The presentation discusses early UBD techniques and demonstrates how package / system integration led to significant drill time reductions and cost savings. It concludes with a discussion regarding current advancements in UBD data handling technology. Jean Marie Exploitation Background A field in the Western Canadian basin was chosen to demonstrate the rewards of system integration on the UBD process. The field is commonly known as Helmut, occupying a 10,000 km2 region of NE British Columbia, Canada. Although now subdivided into many separate pools, the lithology and drilling techniques remain common to them all. The prospect is the Jean Marie, a shallow, thin carbonate reservoir with sweet gas pay. The engineering approach has led to a series of innovations that have significantly improved drilling economics – none the least of which is the introduction of system integration to underbalanced drilling. Through faster equipment mobilization, quicker problem resolution and higher drilling rates, the cost of UBD has dropped by more than C$100,000 (20%). The Jean Marie is typically 4 to 5 m (13 to 16 ft) thick, at a depth of 1,100 to 1,200 m (3,608 to 3,936 ft). Porosity ranges from 4% to 8%, and permeabilities range from 0.5 to 4.0 mD. The reservoir contains sweet, dry gas at a pressure of 6,500 to 8,500 kPa (943 to 1,234 psi). The typical well profile has a 7-in. (178-mm) casing string set horizontally in the payzone and a 156-mm (6.14-in.) open hole, 500 to 1,500 m (1,640 to 4,920 ft) in length. The drillstring comprises 3-1/2-in. (89-mm) or 4-in. (102-mm) drill pipe, with corresponding Hevi-wate positioned above the build curve and a 4-3/4-in. (121-mm), 3-stage, 7/8-lobe PDM. Exploitation of the reservoir began in earnest by the mid-1990s. Prior to 1994, operator assumptions regarding reservoir flow mechanisms were mixed. Since most wells were drilled vertically, it was difficult to determine whether the Jean Marie was fracture- or matrix-flow dominated. In 1994, operators began drilling the zone horizontally. The main objective was to determine the primary mode of inflow and start to come to terms with possible fracture orientation. A common scenario was to drill horizontally to a programed section length with conventional drilling fluids (as an interesting note, instantaneous total loss of circulation was sometimes encountered, supporting the supposition of fracture presence), then release the rig and bring in an endless tubing unit. The tubing unit would then perform an acid wash, and the well would be subsequently production tested and evaluated for tie-in. Engineered UBD objectives. An engineered approach to underbalanced drilling was introduced in the 1994/1995 drilling season. Several objectives were proposed – the first was to determine the production mode. Since the well would produce while drilling, it would be relatively easy to determine large, instantaneous gas flows to surface (supporting fracture flow supposition), as well as measure gradual production increases with increased section length (supporting matrix production supposition). The second objective was to determine whether stimulation costs at the completion of underbalanced drilling were justified. A third objective was to start defining fracture orientation by correlating common horizontal well azimuths and instantaneous production increases. After the first drilling season, at least two of the three objectives were accomplished. It was determined that stimulating a well with acid after drilling underbalanced did not add significant additional production, therefore costs to stimulate were no longer incurred. Further, information regarding well azimuth and pay intersection began to provide important data on increasing the probability of intersecting fractures. Achieving the first objective was still difficult. It was clear that fractures played a vital role in wells that produced at significant rates; however, wells could still be economic based on matrix inflow. Evolution of stable foam systems. The original underbalanced wells were drilled with nitrogen-water circulating systems. Typical injection rates were 35 m3/min. of nitrogen and 200 l/min. water. Steady-state, bottomhole circulating pressures were around 4,000 kPa (580 psi). The slugging nature of the system, due to flow interruptions on connections, resulted in poor cutting transport mechanics and highly variable BHPs. Steady state was realized only for a short time near the end of each single. During slug clearance, velocities would drop by half, and BHP occasionally reached 6,000 to 8,000 kPa (870 to 1,160 psi). Water-based (stable) foam was introduced in 1995/1996 to address deficiencies of the straight nitrogen-water systems. 5 Foam was expected to clean the hole more efficiently and not segregate during connections. Stable foam was different than air-drilling foams in two respects: the bottomhole liquid fraction started at 25% not 0.5%, and the foam was designed to be regenerated. Foamer was injected at the standpipe and defoamer at the flowline. Defoamed liquid was recirculated to the suction and refoamed. Typical injection rates were 32 m3/min. of nitrogen and 120 l/min. water. Foamer and defoamer rates were 15 to 20 l/hr. Steady-state circulating pressures were again around 4,000 kPa (580 psi). Cuttings quality and quantity improved immensely, and bottomhole circulating pressure peaked at no more than 5,000 kPa (726 psi). Being a low-perm reservoir, sandface pressures will not change rapidly, and pressure spikes due to slug flow will result in localized overbalanced conditions. The primary porosity matrix will likely be damaged in this case. This is most probably why matrix production was not considered viable in the first years of UBD. The introduction of stable foam as a drilling medium mitigated matrix damage and set the stage for review of the initial assumptions. Optimization of horizontal length and drilling time will also make the matrix wells viable. System Integration Impact Since 1994, there have been several hundred wells drilled in the region. Experiences discussed here are based on Tesco’s direct involvement in more than 70 wells over a six-year period. Economic and performance data presented is based on one operator’s program over the last two years, allowing a focus on the impact of system integration. The improvement in cost efficiency is not the result of a reduction in price; it is achieved through performing operations more quickly and eliminating problems or solving problems faster. However, there are also instances where the integrated packages are less expensive, and greater savings are realized. Examples of faster operations were equipment rig-up and time to drill a stand. And integration reduced problem time through a more responsible approach to mechanical failures and quicker recognition of problems or potential problems. The integrated approach to the business management side further reduced impact to the operator by focusing downtime charges. The operator did not pay for any equipment if one piece went down. Faster rig up. Purpose building the equipment in modules, on trailers in this case, has eliminated a great deal of rig-up time. Equipment is permanently plumbed and wired within the modules and, through thoughtful construction, has minimized time to interconnect the modules onsite. A comparison of rig-up times prior to – and after – integration indicates times have dropped 57%, Fig. 12.
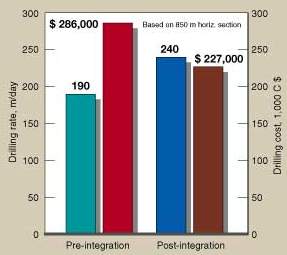
In sequential drilling programs, the underbalanced equipment is rigged up during WOC time for the intermediate casing. As the rig is typically not ready to drill, there are no rig costs for "waiting on" underbalanced equipment. The cost savings for rigging up more quickly are limited to cost of the underbalanced services themselves. Conversely, when the top holes are batch drilled and intermediate casings are preset on a series of wells, the rig can often be ready to drill before the underbalanced equipment is ready. The savings multiply, because rig time "waiting on" underbalanced equipment becomes part of the savings. With the integrated package, the operator was able to move in half the time. From the time nitrogen was taken off one well to the time it was going down the next was as little as 12 hr. The operator realized an 82% savings in transport costs. Real-time event interpretation. Ongoing engineering analysis provided real-time interpretation of wellbore events (deficiencies in either cuttings transport or motor power) and allowed the driller to confidently apply higher bit weights to achieve higher penetration rates. Continual evaluation and maintenance of foam properties allowed the connections to proceed as quickly as possible. Techniques to smooth the pressure profile and compensate for slug flow were not necessary. Circulating until returns were identified was eliminated. Once the standpipe pressure indicated the floats were open, drilling was re-started. None of this would be possible (advisable) without a comprehensive data acquisition system and around-the-clock engineering support. To compare drilling time between wells, a normalized (net) drilling rate was calculated. Problem time was backed out of total time, and the difference was divided into the total meterage. The net drilling rate increased by 26% following integration and reflects the increase in penetration rates and reduction in connection time that engineering support facilitated, Fig. 13.
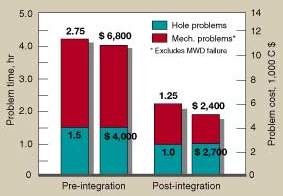
Problem time reduction. This is another product of integrating underbalanced services. Hole problems, or potential hole problems, are avoided by comprehensive data acquisition and dedicated engineering support. Problems with cuttings transport, hole collapse and reservoir inflow can be virtually eliminated. Average time lost due to hole problems decreased to 1.0 hr from 1.5 hr (33%) the year the integrated underbalanced package was introduced, Fig. 14. The corresponding cost savings was C$1,300. The numbers are not extraordinary, because there are very few hole problems left unresolved. The value of engineering support was recognized in the first underbalanced wells, and respective gains from system integration were, therefore, made in earlier years.
Comparison of mechanical problem time before and after introduction of the package shows slightly more savings. Mechanical problems became easier to identify because cross-disciplinary training qualified more people to troubleshoot. Further, the ability to deflect blame when components fail is eliminated. When a piece of equipment goes down, all share in the responsibility and all contribute to getting it back running. Fully integrated packages lend themselves to continual improvement. Equipment features that cause problems can be designed out of a package. Independent service providers cannot easily make design changes, because they go their separate ways after each job. An injection gas provider may work with any number of flow-back providers and never the same one twice. Comparison of mechanical down time, before and after introduction of the integrated package, indicates average time lost decreased to 1.25 hr from 2.75 hr (55%). The reduction in downtime due to MWD failures was not included because it is not clear if it can be attributed to the integration of systems. And cost savings were more attractive because the business component of the system integration provides for a credit on all equipment costs when one piece is down. In a conventional setup, the business relationship is different; all providers charge nearly full rates while another provider’s equipment is down. The absence of a major failure in this case study has led to understatement of this particular advantage to system integration. The savings have the potential to be significantly higher. Future Technologies And Interrelationships It is clear that underbalanced drilling technology has experienced a steep learning curve both in understanding relationships between reservoir inflow and multiphase flow modeling, and in programing / executing underbalanced projects. As UBD becomes better understood and practiced on a more global scale, it is not unreasonable to expect that industry will continue to advocate its use and demand that related, suitable technologies be used when possible. In the early days, success of an underbalanced project was judged almost entirely on the presence of burnable hydrocarbons at the flare stack or an oil slick in the return tank. As time progressed, it was recognized that hydrocarbon returns did not necessarily indicate the well was underbalanced throughout. Operators began to accept that UBD projects deserved and, in fact, demanded that detailed multiphase flow engineering be applied at both preliminary and execution stages of a job. Need for data. To aid with operational decisions, UBD engineers required detailed data from each service supplier, along with a means to tie the data together. UBD engineers long ago observed that data supplied at one-half-hour increments did not adequately describe events as they occurred on UBD locations. It was obvious that data resolution had to be increased, but to what rate was unknown. As total data-acquisition packages hit the scene, the reverse became true. The sampling rate went from four channels at one-half-hour increments to 16 channels at 15-sec. increments. It became difficult to manage the sheer size of the database and difficult to discern "noise" from events that mattered. Experience has shown that a manageable sampling frequency of 8 to 10 channels at around 1-min. time steps provides as much detail as necessary to properly engineer an underbalanced well. Concurrently, UBD engineers realized that multiphase flow models would need to contain up-to-the-minute data to effectively reflect drilling events in an underbalanced well. Many parameters – i.e., total drilled and vertical depth, drillstring / wellbore geometry, return flowrate of gas and liquids, distribution of inflow, injection and production rates, pressures and temperatures – change continually. Since models require manual input to run, the task of keeping calculations current can be extremely time consuming. The quality of engineering suffers because the engineer’s focus has shifted from interpreting of information to processing it. Data modeling, management. The next quantum step in flow modeling (as it relates to underbalanced drilling) will be to link the data acquisition system with the multiphase-flow model and have the drilling data continuously fed to the model while running in real time. There are several challenges to realizing this goal. The first is to find or develop a multiphase-flow model that can handle dynamic flow conditions and predict the transition to steady state. The use of steady-state models may be limited unless a pseudo sequence of events can be pieced together to approximate a dynamic condition. The next challenge is to develop a data management system that recognizes "bad data" and excludes it from the model’s input. This function is normally provided by the UBD engineers, who consciously evaluate the data before it is entered into the model. For example, when the downhole pressure gauge picks up a pressure spike, it can either be the result of an actual event – e.g., packed-off hole, liquid slugs – or simply a faulty instrument. The engineer makes this evaluation with all the data available and inputs either the measured value or an estimate based on the conclusion. The system of the future will have to be designed with some "intelligence" before it will be able to feed the model directly. The logical progression would be to have the model specify and modify the operating parameters in real time. The model could determine wellbore conditions and make adjustments to flowrates or choke settings to optimize velocity or pressure profiles. The first step in the process is well underway. Setting up feedback loops allows the PLC to control equipment through setpoint selection. The second step is to have the flow model select the setpoints. This is an advantage, because the flow model is capable of calculating unmeasured parameters for decision making, and the model can anticipate changing wellbore conditions through extrapolation of the data. To use an example of a hydrostatically dominated gas well, the model could adjust the injection blend to compensate for the expected increase in gas production. In the hydrostatically dominated situation, reservoir inflow lowers the BHP and induces further inflow. If unaddressed, the well could begin to produce unmanageable volumes of gas very quickly. Having the model adjust the blend, while drilling, will maintain stability in the circulating system. The system of the future will be more proactive than reactive and will be capable of solving problems before they become serious. The role of the engineer will change from primarily data manipulator to full-time data analyst. It is obvious that significant challenges will present themselves as the
understanding of wellbore dynamics changes. Further, related technologies such as data management, data
transmission, instrumentation and even CPU speed itself will all affect how UBD wells are drilled in the
future. The challenge will be to bring the technology along fast enough to keep pace with the demands on it.
It is reasonable to expect that, as time progresses, drilling wells underbalanced will be the norm, and
drilling wells conventionally will require justification.
Acknowledgment The authors would like to thank AEC East for their valuable contribution to the case study, and the management at Tesco for supporting this work and permitting publication of these articles. These articles were prepared from the paper of the same name presented by the authors at the IADC Underbalanced Drilling Conference and Exhibition, Netherlands Congress Centre, The Hague, Oct. 27–28, 1999 Literature Cited 5 Teichrob. R. E. and J. J. Manuel, "Underbalanced drilling with foamed nitrogen / water, application and limitations – Case study: Northeast British Columbia, Jean Marie formation," paper 97138, presented at the CADE / CAODC Spring Drilling Conference, Calgary, Alberta, Canada, April 8–10, 1997. The authors
|
||||||||||||||||
 R.
R. (Bob) Teichrob, Product Line Manager," Underbalanced
Drilling, Tesco Corp., Calgary, started working on drilling rigs in 1976, and after drilling for a few years,
went back to school and earned a BSc in PE. He began working for a major Canadian oil company as a drilling
engineer and drilling superintendent. In 1994, he spearheaded the formation of Flow Drilling Engineering Ltd.
(FDEL), a registered engineering company focused solely on engineering / project management services to UBD
projects. FDEL joined Tesco in 1996 and formed a new division for UBD engineering and design / fabrication of
integrated UBD packages, Mr. Teichrob is a registered professional engineer and is a member of the Canadian
Land-Based Well Control Examination and Certification Committee and the IADC UBD Modeling Sub-committee. He
has authored or co-authored several technical UBD papers, and he presents drilling technology lectures at the
University of Calgary.
R.
R. (Bob) Teichrob, Product Line Manager," Underbalanced
Drilling, Tesco Corp., Calgary, started working on drilling rigs in 1976, and after drilling for a few years,
went back to school and earned a BSc in PE. He began working for a major Canadian oil company as a drilling
engineer and drilling superintendent. In 1994, he spearheaded the formation of Flow Drilling Engineering Ltd.
(FDEL), a registered engineering company focused solely on engineering / project management services to UBD
projects. FDEL joined Tesco in 1996 and formed a new division for UBD engineering and design / fabrication of
integrated UBD packages, Mr. Teichrob is a registered professional engineer and is a member of the Canadian
Land-Based Well Control Examination and Certification Committee and the IADC UBD Modeling Sub-committee. He
has authored or co-authored several technical UBD papers, and he presents drilling technology lectures at the
University of Calgary.  David
Baillargeon, Engineering Manager for Tesco’s Integrated Services
Division, obtained a bachelor of applied science degree in CE from the University of Waterloo. Presently, he
is responsible for a team of engineers that provides office / field support for the UBD operations at Tesco;
he has 16 years of drilling experience in both operations and service sectors, holding drilling engineering
positions at two Canadian oil companies and a drilling fluid specialist position at an international oilfield
service company. Mr. Baillargeon is a member of SPE, the Canadian Association of Drilling Engineers and the
Canadian Institute of Mining.
David
Baillargeon, Engineering Manager for Tesco’s Integrated Services
Division, obtained a bachelor of applied science degree in CE from the University of Waterloo. Presently, he
is responsible for a team of engineers that provides office / field support for the UBD operations at Tesco;
he has 16 years of drilling experience in both operations and service sectors, holding drilling engineering
positions at two Canadian oil companies and a drilling fluid specialist position at an international oilfield
service company. Mr. Baillargeon is a member of SPE, the Canadian Association of Drilling Engineers and the
Canadian Institute of Mining.
