How in situ expansion affects casing and tubing properties
SPECIAL REPORT: OCTGHow in situ expansion affects casing and tubing propertiesTechnique for expanding pipe downhole produces changes in mechanical properties and resistance to sulfide stress cracking that are somewhat counter-intuitiveR. D. Mack, Shell Exploration and Production Technology Co., Houston; Terry McCoy, Halliburton Energy Services, Duncan, Oklahoma; and Lev Ring, Enventure Global Technology, Houston
This advancement in well completion technology and repair can improve the economics of well completions, make completions in difficult formations possible and salvage damaged completions through in situ well repair (for example, by cladding across damaged casing intervals). The process involves pushing a mandrel and lubricated cone assembly through the inside of expandable casing of smaller ID than that of the cone and expanding the tubular product downhole, Fig. 1.
Selection of the proper materials for this assembly is crucial. The working piece — the cone — is subjected to high interfacial stresses as it expands the pipe. The shape of the cone and lubrication of the cone interface with the tubular product also are critical to successful performance. Materials for the components of the expansion assembly are chosen for sufficient strength, ductility, impact toughness and resistance to galling, wear and environmental cracking. Performance of standard grades of steel tubulars subjected to permanent expansion (up to 20%) was previously unknown. Initial lab experiments included flaring tests (which are much more meaningful than tensile tests) for determining the suitability of various API 5CT grades for expansion. Seam-welded products were chosen for the initial expansion studies because their wall thicknesses are more easily controlled. Table 1 shows chemical compositions of the K-55 and L-80 materials studied.
Mechanical Property Testing Knowledge of post-expansion mechanical properties is required for accurate service rating of the tubular product under evaluation. Post-expansion strength, ductility, impact toughness, collapse and burst have been studied for selected pipe sizes and compared to the same values for the pipe as received. All expansions discussed in this article were conducted at room temperature, but results of expansions at higher temperatures (up to 350°F) are similar in the limited set of materials studied to date. Further testing will be conducted at downhole temperatures. Results of the mechanical-property tests for 5-1/2-in., 17 ppf, Grade L-80 casing are summarized in Table 2. The data show that the expansion process does indeed affect the mechanical properties of the material. Ultimate tensile strength tends to increase, and the percentage of elongation tends to decrease, with expansion. These are the natural results of cold working the metal. Tests have shown that experimental difficulties associated with residual stresses in expanded tubulars can cause a high degree of variability in yield-strength test data. Hardness and tensile properties of the tested L-80 casing changed after expansion; however, the casing still met API Spec 5CT requirements after 20% expansion. Similar results were obtained with grade K-55, as shown by data in Table 3.
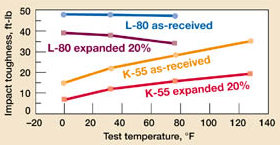
Test results also show that expansion changes the Charpy impact toughness of the expandable-tubular material. However, impact toughness at 32°F, and higher, is still acceptable, with 100% shear fracture in all cases studied except for that of the K-55 casing. Fig. 2 depicts these values graphically. Expansion decreases the collapse rating of tubular goods, probably a result of the Bauschinger effect. The Bauschinger phenomenon occurs when plastic flow in one direction (expansion) lowers the applied stress at which plastic flow begins in the reverse direction (collapse). The test data for Grade L-80 indicate that, if the pre- and post-expansion dimensions are the same, collapse resistance should decrease by about 30% as a direct result of the expansion process. Collapse test data on 5-1/2-in., 17 ppf, Grade L-80 pipe show that post-expansion collapse resistance was near or slightly below the minimum required by API Bulletin 5C3. Fortunately, studies have also shown that a significant portion of the material’s initial collapse resistance can be recovered in situ through a special process under development. For example, application of this process to 20% expanded L-80 casing resulted in a 48% increase in post-expansion collapse resistance. Research continues so as to better understand this effect. The expansion process appears to have no detrimental effect on burst strength. Burst pressure of expanded L-80 casing meets or exceeds general formulae expectations, and the fracture surface of all samples tested has shown ductile fracture behavior. Environmental Cracking Study Four-point bent-beam specimens machined from as-received, 10% expanded and 20% expanded L-80 casing were stressed to 100% of their measured yield strength and exposed to NACE TM0177 solution. This room-temperature test has a cover gas of 15 psi H2S over an aqueous solution of five weight percent (wt%) NaCl, acidified to a pH of 2.8. The test evaluates a material’s resistance to sulfide stress cracking. None of the specimens cracked during the 30-day exposure. Conclusions Permanent downhole expansion of casing and tubing in oil and gas wells offers new,
economical solutions for well completions and remediations. Investigations to date show that
the expansion process alters the mechanical properties of expandable tubular goods. Studies
of expansion are in progress and so far validate the expected value of the technology. This
article has focused on the effects of expansion on the properties of API 5CT Grades
K-55 and L-80; however, Grades N-80, S-95 and P-110 also are viable candidates for
expansion. The authorsRobert Mack is staff research metallurgist, Shell Exploration and Production Technology Co., at the Westhollow Technology Center in Houston. For the past 15 years, he has performed research in metallurgy and corrosion, especially on the environmental cracking of corrosion-resistant alloys used for the production of oil and gas. Mr. Mack has a PhD in metallurgical engineering from Ohio State University, is a member of NACE International and has authored or co-authored 14 technical papers. Terry H. McCoy is a metallurgical engineer for Halliburton Energy Services at the company’s Duncan Technology Center in Oklahoma. For the past 25 years, he has been responsible for materials specification and corrosion-related issues for downhole tools and coiled tubing, as well as zonal isolation and production enhancement equipment. Mr. McCoy has an MS degree in metallurgical engineering from the University of Missouri-Rolla, is a member of ASM, NACE and ICoTA and has authored or co-authored 12 technical papers. Lev Ring, technology manager at Enventure Global Technology in Houston, directs the transition of the company’s expandable-tubular technology from pure research to application implementation. He recently joined Enventure from Shell Exploration and Production’s Bellaire Research Center in Houston, where he was involved in the development of expandable tubulars from their inception. Before moving to the U.S. in 1993 to join the Rock Mechanics Institute at the University of Oklahoma, he had a 15-year career at Moscow’s Institute for Problems in Mechanics, where he participated in projects in applied physics, finite element analysis and rock mechanics. Mr. Ring holds a PhD in physics and mathematics from the Russian Academy of Sciences and an MS in applied physics from the Institute of Physics and Technology, Moscow. Copyright © 1999 World
Oil |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||

- Applying ultra-deep LWD resistivity technology successfully in a SAGD operation (May 2019)
- Adoption of wireless intelligent completions advances (May 2019)
- Majors double down as takeaway crunch eases (April 2019)
- What’s new in well logging and formation evaluation (April 2019)
- Qualification of a 20,000-psi subsea BOP: A collaborative approach (February 2019)
- ConocoPhillips’ Greg Leveille sees rapid trajectory of technical advancement continuing (February 2019)

